Vous utilisez une machine de moulage sous pression en poussant du métal fondu dans un moule en acier très rapidement et avec une force importante. Cela permet de fabriquer des pièces exactes en peu de temps. Les machines à chambre chaude peuvent fabriquer une pièce en 4 secondes. Certaines méthodes à basse pression nécessitent jusqu'à quinze minutes pour chaque pièce.
Points clés à retenir
Le moulage sous pression est un moyen rapide de fabriquer des pièces métalliques. Le métal fondu est poussé dans un moule en acier. Cette méthode permet de réaliser des formes exactes et des surfaces lisses.
Les machines à chambre chaude fonctionnent rapidement. Ils fabriquent des pièces en 4 secondes environ. Les machines à chambre froide sont utilisées pour les pièces plus grandes et plus résistantes. Ces pièces utilisent des métaux qui fondent à des températures plus élevées.
Préparer le dé est très important. Refroidir lentement le métal est également important. Ces étapes permettent de réaliser de bons castings avec moins d’erreurs.
Le moulage sous pression d’aluminium est beaucoup utilisé. Cela permet de fabriquer des pièces légères et solides. C'est bon pour les voitures et l'électronique.
Il est souvent nécessaire de vérifier et de réparer la machine de moulage sous pression. Cela permet d’éviter les erreurs et de maintenir la même qualité des produits.
Présentation du moulage sous pression
Qu'est-ce que le moulage sous pression
Le moulage sous pression vous aide à fabriquer rapidement des pièces métalliques. Vous utilisez une machine de moulage sous pression pour pousser du métal fondu dans un moule en acier. Le moule façonne le métal pour obtenir la pièce souhaitée. Le moulage sous pression est spécial car il permet de créer rapidement des formes délicates et des surfaces lisses. Les gens utilisent des machines de moulage sous pression pour les pièces automobiles, l’électronique et les outils.
Lorsque vous effectuez un moulage sous pression, vous suivez ces étapes :
Création de moules : vous concevez et construisez le moule en acier.
Préparation du moule : vous nettoyez et enduisez le moule pour que le métal coule et sorte facilement.
Injection de métal : vous faites fondre le métal et le poussez dans le moule avec une machine de moulage sous pression.
Refroidissement : Vous laissez le métal refroidir et durcir à l’intérieur du moule.
Retrait du moulage : vous ouvrez le moule et retirez la pièce finie.
Opérations de finition : Vous coupez, polissez ou traitez la pièce si nécessaire.
Le moulage sous pression est plus rapide que les autres méthodes de façonnage du métal. Vous obtenez des pièces exactes avec moins d’erreurs. Vous pouvez créer des formes difficiles à obtenir avec le forgeage ou l’usinage. Les machines de moulage sous pression fonctionnent rapidement et vous offrent des finitions lisses.
Astuce : le moulage sous pression est idéal si vous avez besoin rapidement de nombreuses pièces. Vous économisez du temps et de l'argent, surtout lorsque vous fabriquez de nombreux articles.
Principales fonctionnalités
Le moulage sous pression présente de nombreuses caractéristiques intéressantes qui le différencient des autres méthodes de moulage. Vous bénéficiez de ces avantages chaque fois que vous utilisez une machine de moulage sous pression :
Caractéristiques | Description |
Injection à grande vitesse | Vous poussez le métal fondu dans des moules très rapidement. |
Application haute pression | Vous utilisez une force importante pour remplir complètement le moule. |
Productivité élevée | Vous réalisez de nombreuses pièces en peu de temps. |
Précision dimensionnelle | Vous obtenez des pièces aux dimensions exactes, vous effectuez donc moins de travail supplémentaire. |
Formes complexes | Vous réalisez facilement des conceptions détaillées et délicates. |
Intégration de pièces | Vous pouvez mettre d'autres pièces à l'intérieur du moulage lors de sa fabrication. |
Limites | Vous avez certaines limites concernant le coût, la taille et les métaux que vous pouvez utiliser. |
Le moulage sous pression vous permet de réaliser des pièces fines mais solides. Vous obtenez des surfaces lisses et des pièces solides. Vous économisez également de l'argent car vous n'avez pas besoin de beaucoup de travail supplémentaire après le moulage.
Vous pouvez choisir des machines de moulage sous pression à chambre chaude ou à chambre froide. Il existe également des méthodes de moulage sous pression sous vide, par gravité, à haute pression et à basse pression. Chacun fonctionne mieux pour différents travaux et métaux.
Si vous souhaitez des pièces légères et solides, vous utilisez souvent une machine de moulage sous pression en aluminium. Les machines de moulage sous pression en aluminium vous aident à fabriquer des pièces fines et résistantes. Vous voyez des machines de moulage sous pression en aluminium dans des endroits qui nécessitent une bonne résistance et une bonne conductivité.
Les machines de moulage sous pression vous donnent les mêmes résultats à chaque fois. Cela les rend parfaits pour fabriquer de nombreuses pièces. Vous obtenez des surfaces lisses et des dimensions exactes, vous n'avez donc pas besoin de beaucoup de travail après le moulage.
Types de machines à couler sous pression
Lorsque vous choisissez une machine de moulage sous pression, vous devez connaître les principaux types. Les deux plus courantes sont les machines de coulée sous pression à chambre chaude et à chambre froide. Chaque type fonctionne mieux pour certains métaux et tailles de pièces. Vous obtenez des résultats différents selon la machine de coulée sous pression que vous utilisez.
Voici une comparaison rapide pour vous aider à voir les différences :
Fonctionnalité | Moulage sous pression en chambre chaude | Moulage sous pression en chambre froide |
Aperçu du processus | Le système d'injection se trouve dans du métal en fusion. | Le système d’injection reste à l’extérieur du métal en fusion. |
Matériaux utilisés | Idéal pour les alliages à bas point de fusion (zinc, étain, plomb). | Idéal pour les alliages à point de fusion élevé (aluminium, magnésium). |
Rapidité et efficacité | Cycles plus rapides, production de pièces rapide. | Cycles plus lents, gère plus d’alliages. |
Applications | Pièces petites à moyennes. | Des pièces plus grandes et plus complexes. |
Machines à chambre chaude
Vous utilisez une machine de moulage sous pression à chambre chaude lorsque vous souhaitez réaliser rapidement des pièces de petite ou moyenne taille. Le système d’injection se trouve directement dans le bain de métal en fusion. Cette configuration vous permet de fabriquer des pièces rapidement car le métal est toujours prêt. Vous utilisez souvent des machines de moulage sous pression à chambre chaude pour des pièces en zinc, en étain ou en plomb.
Astuce : Si vous avez besoin de beaucoup de petites pièces, une machine de moulage sous pression à chambre chaude vous fait gagner du temps et vous donne d'excellents résultats.
Machines à chambre froide
Vous utilisez une machine de moulage sous pression à chambre froide lorsque vous travaillez avec des métaux qui fondent à des températures plus élevées, comme l'aluminium ou le magnésium. Le système d'injection reste à l'extérieur du métal en fusion. Vous versez le métal fondu dans la chambre à chaque tir. Cette méthode prend un peu plus de temps, mais elle vous permet d'utiliser des métaux plus résistants.
Vous obtenez plus de choix avec une machine de coulée sous pression à chambre froide. Vous pouvez réaliser de grandes pièces ou des pièces aux formes délicates. Si vous souhaitez utiliser une machine de moulage sous pression d'aluminium, vous choisirez un type à chambre froide.
Remarque : adaptez toujours votre machine de moulage sous pression au métal et à la taille de la pièce dont vous avez besoin. Ce choix vous aide à obtenir la meilleure qualité et vitesse de vos machines de coulée sous pression.
Étapes de moulage sous pression
Le processus de moulage sous pression utilise une machine de moulage sous pression pour transformer le métal fondu en pièces solides et précises. Vous suivez une série d’étapes pour vous assurer que chaque casting répond à vos normes de qualité. Chaque étape du processus de coulée affecte la qualité finale de la pièce moulée finie. Voici comment suivre le processus, du début à la fin.
Préparation des matrices
Vous commencez par préparer la matrice, qui est le moule en acier qui façonne votre pièce moulée. Vous nettoyez la matrice pour éliminer tout reste de matière du dernier cycle. Vous pulvérisez ensuite un lubrifiant spécial sur la surface de la matrice. Ce lubrifiant aide le métal en fusion à s'écouler en douceur et empêche la pièce moulée de coller à la matrice. Une bonne préparation de la matrice est essentielle pour un retrait facile et de haute qualité de la pièce moulée finie.
Astuce : vérifiez toujours que la matrice n'est pas endommagée ou usée avant de commencer. Une matrice propre et bien entretenue vous donne de meilleurs résultats et une durée de vie plus longue.
Faire fondre le métal
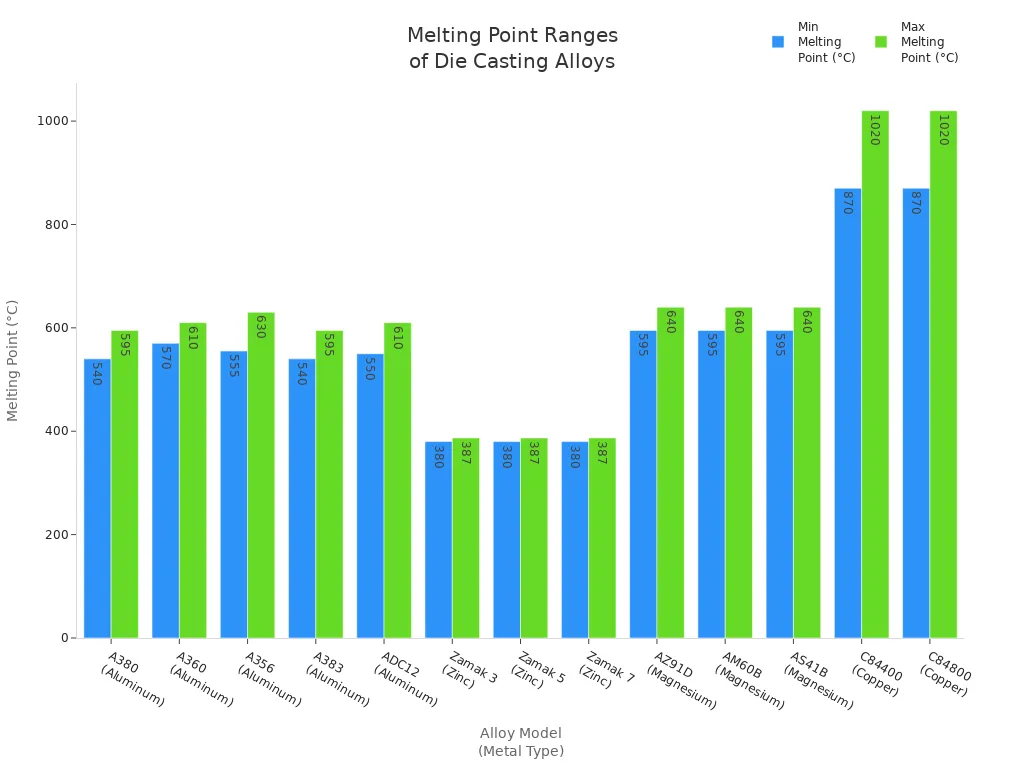
Ensuite, vous faites fondre le métal que vous souhaitez utiliser pour votre coulée. La température dont vous avez besoin dépend du type de métal et d’alliage. Par exemple, les alliages d'aluminium comme l'A380 fondent entre 540°C et 595°C (1 004°F et 1 103°F). Les alliages de zinc tels que le Zamak 3 fondent à des températures plus basses, entre 380°C et 387°C (716°F et 728°F). Les alliages de magnésium et de cuivre nécessitent des températures encore plus élevées.
Voici un tableau montrant les points de fusion courants des métaux utilisés dans le processus de coulée :
Métal | Modèle en alliage | Point de fusion (°C) | Point de fusion (°F) |
Aluminium | A380 | 540 - 595 | 1004 - 1103 |
| A360 | 570 - 610 | 1058 - 1130 |
| A356 | 555 - 630 | 1031 - 1166 |
| A383 | 540 - 595 | 1004 - 1103 |
| ADC12 | 550 - 610 | 1022 - 1130 |
Zinc | Zamak 3 | 380 - 387 | 716 - 728 |
| Zamak 5 | 380 - 387 | 716 - 728 |
| Zamak 7 | 380 - 387 | 716 - 728 |
Magnésium | AZ91D | 595 - 640 | 1103 - 1184 |
| AM60B | 595 - 640 | 1103 - 1184 |
| AS41B | 595 - 640 | 1103 - 1184 |
Cuivre | C84400 | 870 - 1020 | 1598 - 1868 |
| C84800 | 870 - 1020 | 1598 - 1868 |
Vous utilisez un four pour chauffer le métal à la bonne température. La machine de moulage sous pression maintient le métal à cette température afin qu'il reste prêt pour la prochaine étape du processus de coulée.
Processus d'injection
Vous utilisez maintenant la machine de moulage sous pression pour injecter le métal en fusion dans la matrice. Cette étape est au cœur du processus de casting. La machine pousse le métal dans le moule à très grande vitesse et sous haute pression. En moulage sous pression haute pression, la pression peut atteindre jusqu'à 140 MPa. Cette force puissante remplit chaque partie de la cavité de la matrice, même les plus petits détails.
La vitesse et la pression élevées garantissent que la pièce moulée a une surface lisse et une forme exacte.
Le processus se déroule en quelques millisecondes seulement, de sorte que le métal ne refroidit pas avant de remplir la matrice.
Vous pouvez utiliser le moulage sous pression traditionnel, le moulage sous vide poussé ou d'autres méthodes, en fonction de la pièce et du métal.
Remarque : Le moulage sous pression sous vide élimine l'air de la matrice avant l'injection. Cela vous donne une meilleure qualité et moins de bulles d'air dans le moulage.
Refroidissement et solidification
Après avoir injecté le métal, vous le laissez refroidir et durcir à l’intérieur de la matrice. Le temps de refroidissement dépend de l'épaisseur de la pièce moulée. Par exemple:
Une pièce moulée d'une épaisseur de paroi de 3 mm se solidifie en 1,4 seconde environ.
Une pièce moulée d'une épaisseur de paroi de 11 mm met environ 6,1 secondes à se solidifier.
Vous gardez la matrice fermée pendant cette étape pour conserver la forme et la taille du moulage. La machine de moulage sous pression contrôle le processus de refroidissement pour s'assurer que le moulage ne se déforme pas ou ne se fissure pas. Un bon refroidissement vous donne des pièces solides et de haute qualité.
Éjection
Une fois le moulage refroidi et solidifié, vous devez le retirer du moule. La machine de moulage sous pression utilise un système d'éjection pour pousser la pièce moulée finie hors du moule. Voici les principaux mécanismes :
Mécanisme | Description |
Broches d'éjection | Des broches entraînées par une plaque d'éjection mobile pour pousser la pièce moulée hors de la matrice. |
Plaque d'éjection | Un composant qui active les broches d'éjection pour faciliter l'éjection de la pièce moulée. |
Système d'éjection | Le système global responsable de l’éjection de la pièce moulée de la cavité de la matrice après solidification. |
Vous ouvrez la matrice et les broches d'éjection poussent le moulage vers l'extérieur. Vous vérifiez ensuite la qualité du moulage fini. Si vous utilisez le moulage sous pression traditionnel ou le moulage sous vide poussé, vous pouvez voir de petites marques sur les broches d'éjection, mais celles-ci n'affectent pas la qualité de la pièce.
Astuce : inspectez toujours le moulage fini pour déceler des fissures, des déformations ou des défauts de surface. Une bonne éjection vous aide à conserver une qualité élevée à chaque lancer.
Chaque étape du processus de coulée, de la préparation de la matrice à l'éjection, joue un rôle important dans la qualité de votre pièce moulée finie. Lorsque vous utilisez correctement une machine de moulage sous pression, vous obtenez à chaque fois des pièces solides, précises et de haute qualité.
Moulage sous pression et matériaux en aluminium
Métaux communs
Vous pouvez choisir parmi quelques métaux pour le moulage sous pression. Les métaux les plus utilisés sont l’aluminium, le magnésium, le zinc et le laiton. L'aluminium est le premier choix pour de nombreux travaux. Le magnésium et le zinc conviennent aux pièces ayant des besoins particuliers. Le magnésium est plus léger que l’aluminium et conserve bien sa forme. Le zinc donne une finition lisse et est joli.
L'aluminium est léger et ne rouille pas facilement. Cela le rend idéal pour le travail sur machine de moulage sous pression. Vous utilisez le moulage sous pression d’aluminium pour les pièces automobiles, l’électronique et les outils. Le magnésium est encore plus léger et permet de fabriquer des pièces solides et fines. Le zinc est idéal pour les finitions brillantes et les formes détaillées.
Moulage sous pression en aluminium
Le moulage sous pression d'aluminium utilise une machine de moulage sous pression pour pousser l'aluminium fondu dans un moule en acier. Vous obtenez des pièces solides, légères et exactes. De nombreuses industries utilisent le moulage sous pression d’aluminium car il fonctionne rapidement et donne de bons résultats.
Voici un tableau qui montre pourquoi l'aluminium est bon pour le moulage sous pression :
Propriété | Description |
Léger | Les alliages d'aluminium pèsent beaucoup moins que l'acier. |
Résistance mécanique | Les alliages d'aluminium moulé permettent de fabriquer des pièces solides. |
Résistance à la corrosion | Les alliages comme l'A360 forment une couche qui protège les pièces. |
Conductivité thermique | L'aluminium répartit bien la chaleur, bon pour les moteurs et les dissipateurs thermiques. |
Le moulage sous pression d'aluminium vous aide à créer des parois minces et des formes délicates. Vous utilisez une machine de moulage sous pression en aluminium pour fabriquer des pièces légères et solides. Le processus donne des surfaces lisses et des dimensions exactes. Vous économisez du temps et de l’argent car vous n’avez pas besoin de beaucoup de travail supplémentaire.
Astuce : choisissez le moulage sous pression en aluminium si vous souhaitez des pièces légères, solides et qui ne rouillent pas.
Impact matériel
Le métal que vous choisissez pour votre machine de moulage sous pression change la pièce que vous obtenez. L’aluminium, le zinc et le magnésium ont chacun leurs propres atouts et leur propre apparence. Le moulage sous pression en aluminium permet de fabriquer des pièces légères et solides. Le moulage sous pression en zinc donne des finitions lisses et beaucoup de détails. Le moulage sous pression en magnésium permet de fabriquer les pièces les plus légères.
Le moulage sous pression en aluminium est idéal lorsque vous souhaitez des pièces qui durent et ne pèsent pas beaucoup. Vous voyez de l’aluminium moulé sous pression dans les voitures, les vélos et l’électronique. Choisir l'aluminium pour votre machine de moulage sous pression signifie que vos pièces ne rouilleront pas et pourront supporter la chaleur.
Le moulage sous pression d'aluminium vous permet également de réaliser des parois fines et des formes dures. Vous pouvez compter sur le moulage sous pression en aluminium pour des pièces solides, légères et résistantes. Lorsque vous utilisez une machine de moulage sous pression en aluminium, vous obtenez de bons résultats à chaque fois.
Après le casting
Processus d'éjection
Lorsque le moulage refroidit et durcit, vous le retirez du dé. La machine de moulage sous pression utilise des broches et des plaques d'éjection pour pousser la pièce vers l'extérieur. Vous devriez vérifier la pièce immédiatement pour déceler tout problème. Certains problèmes que vous pourriez constater sont la soudure, les bulles de gaz, les fissures thermiques, les cloques, les éclairs, le remplissage court et la fermeture à froid. Si vous en trouvez, vous pouvez les corriger avant l'étape suivante.
Vous ne voulez pas endommager la pièce lorsque vous la retirez. Manipulez la pièce avec précaution pour conserver sa forme et sa surface. Cette étape est très importante pour fabriquer de bonnes pièces, en particulier pour les voitures et autres travaux difficiles.
Astuce : regardez toujours chaque pièce après l'avoir retirée. Une vérification précoce vous aide à détecter les problèmes avant qu'ils ne parviennent au client.
Étapes de finition
Après avoir retiré le casting, vous devez le terminer. Ces étapes vous aident à obtenir la bonne apparence, la bonne sensation et la bonne force pour votre pièce. Voici un tableau qui présente les principales étapes de finition et pourquoi vous les utilisez :
Étape | Description | But |
Garniture | Coupez le métal supplémentaire comme les flashs, les portes et les glissières. | Préparez la pièce pour l’assemblage et donnez-lui un aspect propre. |
Grenaillage | Nettoyez la surface avec de petits morceaux rugueux. | Rendez la surface plus lisse et préparez-la pour plus de travail. |
Grenaillage | Frappez la surface pour la rendre plus solide. | Aidez la pièce à durer plus longtemps en arrêtant les fissures et les cassures. |
Inspection et contrôle qualité | Utilisez des tests aux rayons X ou au son pour détecter les problèmes cachés. | Assurez-vous que seules les pièces en bon état circulent, afin qu'elles soient en sécurité et fonctionnent bien. |
Contrôles dimensionnels | Vérifiez les tailles avec des outils spéciaux. | Assurez-vous que la pièce s'adapte parfaitement à d'autres choses, comme les pièces automobiles. |
Contrôles de finition de surface | Regardez la surface pour voir si elle est lisse et bonne. | Aidez à arrêter la rouille et à réduire le travail supplémentaire plus tard. |
Vous pouvez également ajouter des finitions spéciales à vos pièces moulées sous pression. Certaines finitions courantes sont l'anodisation, le revêtement en poudre, le nickelage, le chromage et les revêtements en téflon. Ces finitions aident vos pièces à lutter contre la rouille, à avoir une meilleure apparence et à durer plus longtemps. Par exemple, l'anodisation donne une couche dure et colorée. Le revêtement en poudre crée une surface résistante qui ne se raye pas facilement. De nombreux constructeurs automobiles utilisent ces finitions pour protéger et décorer leurs pièces.
D'autres étapes de finition, comme l'ébavurage et le revêtement de surface, éliminent les arêtes vives et nettoient la pièce. Les finitions finales, comme la peinture ou le placage, rendent la pièce plus solide et plus belle. Une bonne finition prépare vos pièces de machine moulées sous pression pour un travail acharné dans les voitures, l'électronique et plus encore.
Remarque : Les bonnes étapes de finition aident vos pièces à durer plus longtemps et à avoir une meilleure apparence. Choisissez la meilleure méthode pour vos besoins et l'endroit où vous utiliserez la pièce.
Vous comprenez maintenant comment fonctionne une machine de moulage sous pression du début à la fin. Voici les principales étapes à suivre avec n’importe quelle machine de moulage sous pression :
Mettez du lubrifiant sur la matrice.
Fermez et serrez les moitiés de la matrice.
Utilisez la machine de moulage sous pression pour injecter du métal en fusion.
Laissez le métal refroidir à l'intérieur de la matrice.
Retirez la pièce finie de la matrice.
Coupez tout matériau supplémentaire.
Connaître chaque étape vous aide à fabriquer des pièces solides et exactes avec votre machine de moulage sous pression en aluminium ou votre machine de moulage sous pression en aluminium. Si vous suivez chaque étape, vous pouvez détecter les problèmes plus tôt et fabriquer de meilleures pièces. Pour plus d’aide, consultez la FAQ ou consultez ces ressources :
Ressource | Description |
Moulage sous pression 101 | Découvrez les machines de moulage sous pression et les meilleures façons de les utiliser. |
Programmes de formation en moulage sous pression de Shibaura Machine | Bénéficiez d'une formation détaillée sur l'utilisation d'une machine de moulage sous pression. |
FAQ
Quelle est la différence entre une machine de moulage sous pression et une machine de moulage sous pression ?
Vous utilisez les deux termes pour le même équipement. Une machine de moulage sous pression ou une machine de moulage sous pression pousse le métal en fusion dans un moule. Certaines personnes parlent de « machine de moulage sous pression » pour le processus, tandis que « machine de moulage sous pression » décrit l'équipement.
Pouvez-vous utiliser une machine de moulage sous pression d’aluminium pour d’autres métaux ?
Vous pouvez utiliser une machine de moulage sous pression d'aluminium pour certains métaux, comme le magnésium. Vous ne devez pas l'utiliser pour le zinc ou le plomb. Chaque machine de moulage sous pression fonctionne mieux avec certains métaux. Vérifiez toujours les limites de la machine.
Comment faire fonctionner une machine de moulage sous pression ?
Vous nettoyez la machine à moulage sous pression après chaque utilisation. Vous vérifiez les pièces usées. Vous utilisez le bon lubrifiant. Des contrôles réguliers aident votre machine de moulage sous pression à durer plus longtemps et à fabriquer de meilleures pièces.
Pourquoi choisissez-vous une machine de moulage sous pression en aluminium pour les pièces automobiles ?
Vous choisissez une machine de moulage sous pression en aluminium car elle fabrique des pièces légères et solides. Les constructeurs automobiles utilisent ces machines pour les blocs moteurs, les roues et les châssis. Les pièces en aluminium résistent à la rouille et aident les voitures à consommer moins de carburant.
Quels problèmes peuvent survenir avec les machines de coulée sous pression ?
Vous pourriez voir des défauts comme des fissures, des bulles ou des surfaces rugueuses. Ces problèmes proviennent de températures incorrectes, de matrices sales ou d’une basse pression. Vous les réparez en vérifiant les paramètres de votre machine de moulage sous pression et en gardant tout propre.

 Français
Français