Le moulage sous pression en chambre froide décrit un processus par lequel les fabricants injectent du métal en fusion dans un moule à l'aide d'une machine de moulage sous pression en chambre froide spécialisée . Cette technique convient aux métaux à points de fusion élevés, tels que les alliages d'aluminium, de magnésium et de cuivre. La chambre froide maintient le système d'injection séparé du four de fusion, réduisant ainsi la corrosion et permettant un contrôle précis du processus de coulée.
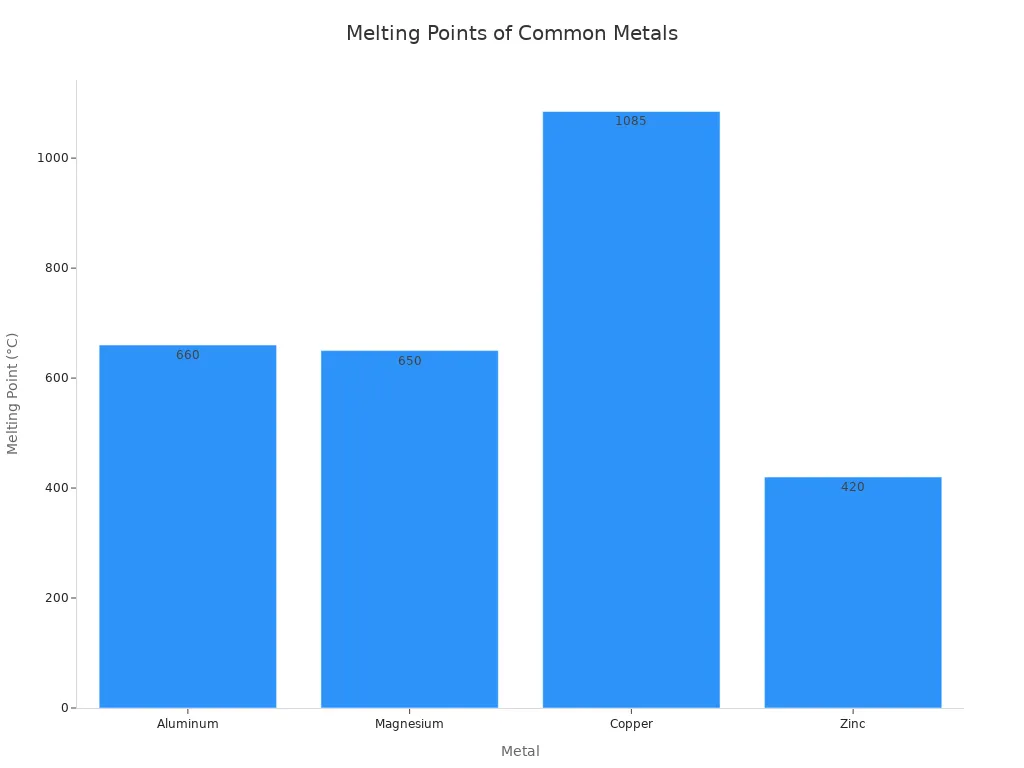
Type de métal | Point de fusion typique (°C) | Remarques sur l'utilisation dans le moulage sous pression en chambre froide |
Alliages d'aluminium | ~660 | Le plus couramment utilisé ; bonnes propriétés de fluidité et de traitement |
Alliages de magnésium | ~650 | Utilisé pour les applications à faible densité et haute résistance |
Alliages de cuivre | ~1085 | Point de fusion plus élevé ; certains alliages comme le laiton et le bronze à l'étain peuvent être coulés |
Alliages de zinc | ~420 | Certains alliages de zinc à point de fusion élevé (par exemple, série Zamak) conviennent |
Points clés à retenir
Le moulage sous pression en chambre froide utilise un four séparé pour faire fondre les métaux comme l'aluminium et le cuivre, protégeant ainsi la machine des dommages causés par la chaleur et de la corrosion.
La machine pousse le métal en fusion dans des moules sous haute pression, créant ainsi des pièces métalliques solides, précises et complexes.
Ce procédé convient aux métaux à point de fusion élevé et produit des pièces avec des tolérances serrées et des surfaces lisses, réduisant ainsi le besoin d'usinage supplémentaire.
Le moulage sous pression en chambre froide est plus lent que le moulage en chambre chaude, mais permet de fabriquer des pièces plus grandes et résistantes à la chaleur pour des industries comme l'automobile et la fabrication.
L'automatisation et la maintenance régulière améliorent la qualité, la sécurité et l'efficacité des opérations de moulage sous pression en chambre froide.
Machine de moulage sous pression à chambre froide
Principaux composants
Une machine de moulage sous pression à chambre froide se compose de plusieurs pièces spécialisées qui fonctionnent ensemble pour produire des pièces moulées de haute qualité à partir de métaux à points de fusion élevés. Les principaux composants comprennent :
Composant | Fonction |
Cadre | Fournit une stabilité structurelle et prend en charge toutes les autres pièces de la machine. |
Manchon de tir | Reçoit le métal en fusion du four externe avant injection. |
Piston hydraulique | Pousse le métal en fusion du manchon de grenaille dans la cavité du moule avec une pression contrôlée. |
Système de moule | Façonne le moulage final ; comprend des plateaux fixes et mobiles, une base de moule et des rails de guidage. |
Système hydraulique | Alimente le mouvement du piston et du moule, assurant un contrôle précis. |
Système de contrôle | Surveille et ajuste la température, la pression et la durée du cycle pour des résultats cohérents. |
Broches d'éjection | Aide à démouler le moulage solidifié du moule après refroidissement. |
La machine de moulage sous pression à chambre froide utilise un four externe pour faire fondre le métal. Les opérateurs transfèrent ensuite le métal en fusion dans le manchon à grenaille. Cette séparation entre le four de fusion et le système d'injection évite que les composants d'injection ne soient exposés à des températures élevées pendant de longues périodes. En conséquence, la machine subit moins de corrosion et de contamination, ce qui prolonge sa durée de vie et améliore son efficacité.
Configuration et fonctionnement
Le fonctionnement d’une machine de coulée sous pression en chambre froide implique plusieurs étapes précises :
Le moule se ferme solidement.
Des ouvriers ou des systèmes automatisés versent du métal en fusion dans le manchon de tir.
Le piston hydraulique avance, poussant le métal dans la cavité du moule à grande vitesse.
Le système maintient la pression jusqu'à ce que le métal se solidifie.
Les broches d'éjection libèrent la pièce moulée finie du moule.
Remarque : La séparation du système d'injection du four de fusion est particulièrement importante pour la coulée d'alliages d'aluminium et de cuivre. Cette conception réduit l'usure des pièces de la machine et prend en charge la production de composants complexes et de haute qualité.
Les machines de moulage sous pression modernes en chambre froide sont souvent dotées d'automatisation, de robotique et de surveillance en temps réel. Ces avancées améliorent le contrôle des processus, réduisent les temps d'arrêt et prennent en charge la coulée d'alliages légers. Un entretien régulier, tel que le nettoyage et la lubrification, permet à la machine de fonctionner efficacement et réduit les coûts d'exploitation.
Étapes du processus
Transfert de métal en fusion
Le processus commence par la fusion du métal dans un four externe. Les opérateurs ou les systèmes automatisés transfèrent ensuite le métal en fusion dans le manchon de grenaille de la machine de coulée sous pression à chambre froide. Cette étape utilise soit des louches manuelles, soit des bras robotiques avancés. Les systèmes de poches automatisés sont devenus courants dans les installations modernes. Ces systèmes utilisent des bras robotiques, des capteurs et des commandes précises pour mesurer et verser la quantité exacte de métal en fusion nécessaire à chaque tir.
Le four externe fait fondre des métaux tels que l'aluminium ou les alliages de cuivre.
Des bras robotiques ou des ouvriers versent le métal en fusion dans le manchon de tir.
Des capteurs et des servomoteurs contrôlent l’angle et la vitesse de versement, réduisant ainsi les éclaboussures et l’oxydation.
La poche automatisée améliore les taux de production jusqu'à 20 % et réduit les défauts tels que l'emprisonnement d'air.
Les systèmes de poches automatisés augmentent non seulement l'efficacité, mais améliorent également la sécurité en éliminant la manipulation manuelle du métal chaud. Les fonctionnalités de surveillance en temps réel et d’auto-nettoyage aident à maintenir une qualité constante et à réduire les temps d’arrêt.
Injection et pression
Une fois que le métal en fusion pénètre dans le manchon de grenaille, le piston hydraulique avance. Ce piston pousse le métal dans la cavité de la matrice à grande vitesse et sous une pression importante. La pression d'injection dans le moulage sous pression en chambre froide varie généralement de 10 000 à 25 000 psi. La pression exacte dépend de la forme, de l’épaisseur de la paroi et des propriétés du matériau de la pièce moulée.
Un contrôle précis de la vitesse et de la pression d’injection est essentiel. Le processus commence généralement par une injection lente pour permettre à l’air de s’échapper et éviter le piégeage des gaz. La vitesse augmente alors rapidement pour remplir le moule avant que le métal ne refroidisse. Un ajustement approprié de ces paramètres garantit un remplissage complet du moule, réduit les défauts tels que les pores et les fermetures à froid et améliore la densité et la stabilité dimensionnelle du produit final.
Les opérateurs surveillent le point de commutation d’une injection lente à une injection rapide. Cet ajustement, associé à une température et à un échappement optimisés du moule, contribue à réduire les taux de défauts et garantit des pièces moulées de haute qualité.
Refroidissement et éjection
Une fois que le métal en fusion a rempli le moule, le système maintient la pression jusqu'à ce que le métal se solidifie. La phase de refroidissement est cruciale pour obtenir les propriétés mécaniques et la précision dimensionnelle souhaitées. Une fois la pièce refroidie et durcie, le moule s'ouvre et le processus d'éjection commence.
Des broches d'éjection, entraînées par le mécanisme d'éjection, poussent la pièce moulée solidifiée hors de la matrice.
Le système d'éjection doit appliquer suffisamment de force pour surmonter toute adhérence ou retrait qui fait adhérer la pièce moulée au moule.
Les défis courants lors de l'éjection comprennent les impressions sur la surface de coulée, les contraintes mécaniques et le collage dû à une mauvaise conception du moule ou à des tiges d'éjecteur usées.
Un bon entretien du moule, une inspection régulière et un réglage correct des tiges d’éjection permettent d’éviter ces problèmes. La conception de moules avec des pentes appropriées et l'utilisation de revêtements peuvent également faciliter une éjection en douceur et protéger la surface de coulée.
Un refroidissement constant et une éjection soigneuse sont essentiels pour produire des pièces de haute qualité présentant un minimum de défauts. Les systèmes automatisés et la maintenance régulière améliorent encore la fiabilité et réduisent les taux de rebut.
Chambre froide ou chaude
Différences clés
Les systèmes de moulage sous pression à chambre froide et à chambre chaude diffèrent par la conception et le fonctionnement des machines. Dans le moulage sous pression en chambre chaude, la machine contient un four et un pot de maintien intégrés. Le métal en fusion reste à l’intérieur de la machine et le piston l’injecte directement dans la filière à travers un tube en col de cygne. Cette conception compacte permet des cycles rapides et une production en grand volume. En revanche, la machine de moulage sous pression à chambre froide utilise un four externe séparé. Les opérateurs ou les systèmes automatisés versent du métal en fusion dans le manchon de grenaille avant l'injection. Cette séparation protège le système d'injection d'une exposition continue à des températures élevées, réduisant ainsi la corrosion et l'usure.
Fonctionnalité | Moulage sous pression en chambre froide | Moulage sous pression en chambre chaude |
Emplacement de la chambre de chauffage | Four séparé à l'extérieur de la machine | Four intégré à l'intérieur de la machine de coulée |
Fusion des métaux | Métal fondu extérieurement, puis transféré | Métal fondu directement à l'intérieur de la machine |
Mécanisme d'injection | Le piston sous pression force le métal en fusion dans la chambre de tir | Le piston et le col de cygne injectent le métal en fusion directement du four. |
Métaux appropriés | Alliages à haut point de fusion (Al, Mg, Cu) | Alliages à bas point de fusion (Zn, Pb) |
Vitesse de production | Plus lent en raison de l'étape de transfert | Plus rapide grâce au four intégré |
Impact sur la conception des machines | Unités de chauffage et de coulée séparées | Unités combinées de chauffage et de coulée |
Matériaux appropriés
Le moulage sous pression en chambre chaude fonctionne mieux avec les métaux à bas point de fusion tels que le zinc, l'étain et le plomb. Le four intégré ne peut pas résister aux températures élevées requises pour les métaux comme l’aluminium ou le cuivre. L’utilisation de ces métaux dans des systèmes à chambre chaude endommage des composants tels que le col de cygne et la buse. Le moulage sous pression en chambre froide convient aux alliages à point de fusion élevé, notamment l'aluminium, le magnésium, le laiton et le cuivre. La machine de moulage sous pression à chambre froide fait fondre le métal dans un four séparé et le transfère vers la chambre d'injection, permettant un traitement sûr de ces alliages.
Le moulage sous pression en chambre chaude est idéal pour les alliages de zinc, d’étain et de plomb.
Le moulage sous pression en chambre froide est utilisé pour les alliages d’aluminium, de magnésium, de laiton et de cuivre.
Les métaux à point de fusion élevé endommagent les composants des machines à chambre chaude.
Les systèmes de chambre froide préviennent les dommages causés par la chaleur en séparant les processus de fusion et d'injection.
Vitesse de cycle
Le moulage sous pression en chambre chaude atteint des vitesses de cycle rapides, généralement comprises entre 400 et 900 cycles par heure. Chaque cycle dure environ 30 à 60 secondes, ce qui permet un débit de production élevé. Le moulage sous pression en chambre froide fonctionne à des vitesses plus lentes, généralement de 50 à 90 cycles par heure, chaque cycle durant plusieurs minutes. La nécessité de verser du métal en fusion dans le manchon de grenaille ralentit le processus. Bien que le moulage sous pression en chambre froide ait un débit plus faible, il permet de couler des pièces plus grandes, complexes et résistantes à la chaleur avec une grande précision.
Le moulage sous pression en chambre froide offre des avantages pour les alliages d'aluminium et de cuivre, notamment une corrosion réduite, une durabilité améliorée et la capacité de produire des formes complexes. Les fabricants choisissent la machine de moulage sous pression à chambre froide lorsqu'ils travaillent avec des métaux à point de fusion élevé et des applications exigeantes.
Applications et avantages
Utilisations industrielles
Le moulage sous pression en chambre froide joue un rôle essentiel dans de nombreuses industries qui exigent des pièces métalliques solides, légères et précises. Le secteur automobile s’appuie sur ce procédé pour produire des blocs moteurs, des carters de transmission et des éléments structurels. Ces composants doivent supporter des températures et des contraintes élevées tout en conservant leur durabilité et leur résistance à la corrosion. La machine de moulage sous pression à chambre froide permet aux fabricants de créer des pièces compactes et robustes qui prennent en charge l'efficacité énergétique et les géométries complexes.
Dans le secteur manufacturier au sens large, les entreprises utilisent le moulage sous pression en chambre froide pour fabriquer des pompes, des boîtiers et des engrenages. Ces pièces nécessitent de la solidité, de la résistance à l’usure et des tolérances strictes. Les équipements industriels, les machines agricoles et les systèmes énergétiques bénéficient tous des composants légers et durables produits par cette méthode.
Secteur | Applications courantes | Avantages et caractéristiques clés |
Industrie automobile | Blocs moteurs, carters de transmission, éléments de structure | Gère les métaux à point de fusion élevé ; durabilité; résistance à la corrosion; prend en charge les géométries complexes |
Fabrication (équipement industriel) | Pompes, carters, engrenages | Solidité, résistance à l'usure ; léger; tolérances serrées ; adapté à des besoins industriels variés |
Les fabricants choisissent le moulage sous pression en chambre froide pour les applications où la précision, la solidité et la résistance à la corrosion sont essentielles.
Avantages
Le moulage sous pression en chambre froide offre plusieurs avantages par rapport aux autres méthodes de moulage :
Offre une excellente précision dimensionnelle, avec des tolérances aussi serrées que IT10~W11.
Produit des finitions de surface lisses, souvent entre Ra 3,2 et 1,6 μm, réduisant ou éliminant le besoin d'usinage secondaire.
Permet la création de pièces à parois fines et complexes, difficiles à réaliser avec le moulage au sable.
Utilise une haute pression et une solidification rapide pour former des surfaces denses à grains fins, améliorant ainsi les propriétés mécaniques et la résistance à la fatigue.
Réduit la corrosion des pièces moulées car le système d’injection reste séparé du bain de métal en fusion, contrairement aux processus en chambre chaude.
Prend en charge la production en grand volume avec une qualité constante et un minimum de défauts lorsqu'elle est associée à des contrôles de processus automatisés.
Permet des traitements ultérieurs, tels que l'ébavurage, l'usinage, l'assemblage et les revêtements de surface, pour répondre aux besoins d'applications spécifiques.
Remarque : La machine de moulage sous pression à chambre froide consomme plus d'énergie que le moulage au sable, mais elle produit des pièces avec une précision, une qualité de surface et une durabilité supérieures. Les fabricants peuvent minimiser les défauts tels que les fermetures à froid, la porosité et les fissures à chaud en utilisant des systèmes de refroidissement avancés, une surveillance en temps réel et un entretien régulier des moules.
Le moulage sous pression en chambre froide offre aux fabricants un moyen fiable de produire des pièces métalliques solides, légères et complexes. Ce procédé convient aux métaux à points de fusion élevés, tels que les alliages d'aluminium et de cuivre. Les principaux avantages incluent des tolérances serrées, une pression élevée pour les pièces moulées denses et la possibilité de créer des formes complexes. Des industries comme l’automobile et l’aérospatiale utilisent le moulage sous pression en chambre froide pour répondre aux demandes de composants durables et économes en énergie. Les fabricants devraient envisager cette méthode pour la production à grande échelle, en particulier lorsque la précision et la complexité des pièces sont critiques.
FAQ
Quels métaux une machine de moulage sous pression en chambre froide peut-elle traiter ?
Une machine de moulage sous pression à chambre froide traite des métaux à points de fusion élevés. Les alliages d'aluminium, de magnésium et de cuivre fonctionnent mieux. Le moulage sous pression en chambre froide évite les dommages aux pièces de la machine que le moulage sous pression en chambre chaude causerait avec ces métaux.
En quoi le moulage sous pression en chambre froide diffère-t-il du moulage sous pression en chambre chaude ?
Le moulage sous pression en chambre froide utilise un four externe et un manchon de grenaille. Le moulage sous pression en chambre chaude fait fondre le métal à l’intérieur de la machine. Le moulage sous pression en chambre froide et chaude convient à différents métaux. Travaux de coulée en chambre froide pour l'aluminium et le cuivre ; Le moulage en chambre chaude s'adapte au zinc et au plomb.
Pourquoi les fabricants choisissent-ils une machine de moulage sous pression à chambre froide ?
Les fabricants choisissent une machine de moulage sous pression à chambre froide pour sa capacité à couler des pièces complexes et à haute résistance à partir d'alliages d'aluminium ou de cuivre. Le moulage sous pression en chambre offre une excellente finition de surface, des tolérances serrées et une corrosion réduite.
Quelles industries utilisent le moulage sous pression en chambre froide ?
Les fabricants d’équipements automobiles, aérospatiaux et industriels s’appuient sur le moulage sous pression en chambre froide. Ils utilisent la machine de moulage sous pression à chambre froide pour produire des blocs moteurs, des carters et des pièces structurelles qui nécessitent résistance et précision.
Comment l’automatisation améliore-t-elle le moulage sous pression en chambre froide ?
L'automatisation du moulage sous pression en chambre froide augmente la cohérence, réduit les défauts et améliore la sécurité. Les systèmes de poche robotisés et la surveillance en temps réel aident les opérateurs à contrôler la machine de coulée sous pression en chambre froide pour une meilleure qualité et des taux de production plus élevés.

 Français
Français