Vous constaterez que le moulage sous pression en chambre chaude utilise des pressions comprises entre 150 et 1 200 bars (2 200 à 17 400 psi). La pression dans ce processus joue un rôle clé pour obtenir des résultats de haute qualité, rapides et précis. Lorsque vous utilisez la bonne pression, vous garantissez un remplissage complet du moule, minimisez les défauts et atteignez des tolérances serrées. Le tableau ci-dessous montre l'impact de la pression sur chaque aspect du processus :
Aspect | Impact de la pression dans le moulage sous pression en chambre chaude |
Qualité | Remplissage complet du moule, moins de défauts, densité correcte |
Vitesse | Injection plus rapide, temps de cycle plus courts |
Précision | Tolérances serrées, détails précis, risque de défauts si la pression est trop élevée |
La machine de moulage sous pression à chambre chaude s'appuie sur une pression contrôlée pour offrir ces avantages à chaque cycle.
Points clés à retenir
Le moulage sous pression en chambre chaude utilise une pression comprise entre 150 et 1 200 bars pour remplir les moules rapidement et avec précision.
Une pression correcte garantit un remplissage complet du moule, moins de défauts et des tolérances serrées pour des pièces solides et détaillées.
Ce processus fonctionne mieux avec des métaux à bas point de fusion comme le zinc et le magnésium qui s'écoulent facilement sous pression.
La conception de la machine, notamment le four intégré et le col de cygne, permet de maintenir une pression constante et des cycles rapides.
La conception intelligente des pièces et l'adaptation de la pression à l'alliage améliorent la qualité du moulage et réduisent les déchets.
Plage de pression dans le moulage sous pression en chambre chaude
Valeurs typiques
Vous constaterez que la plage de pression pour le moulage sous pression en chambre chaude se situe généralement entre 150 et 1 200 bars. Cette plage équivaut à environ 2 200 à 17 400 psi. Le processus de moulage sous pression utilise cette force pour injecter le métal en fusion dans le moule de manière rapide et précise. La plupart des machines de coulée sous pression à chambre chaude fonctionnent à des pressions d'environ 30 MPa, mais certains systèmes avancés peuvent atteindre jusqu'à 175 MPa. La pression doit être suffisamment élevée pour remplir la cavité du moule avant que le métal ne commence à se solidifier. Si vous utilisez trop peu de pression, le moulage peut présenter des défauts ou des sections incomplètes. Si vous exercez trop de pression, vous risquez d'endommager le moule ou de provoquer des bavures sur les bords.
Plage de pression | Valeur typique (barre) | Valeur typique (psi) |
Minimum | 150 | 2 200 |
Maximum | 1200 | 17 400 |
Valeur commune | 300-700 | 4 350-10 150 |
Astuce : vérifiez toujours la pression recommandée pour votre machine de coulée sous pression à chambre chaude et votre alliage spécifiques. Cela vous aide à éviter les défauts et garantit une qualité de coulée constante.
Comment la pression est appliquée
Vous constaterez que la machine de coulée sous pression à chambre chaude utilise un mécanisme spécial pour générer et contrôler la pression. Le processus de coulée commence par un four intégré qui fait fondre le métal. Le métal en fusion remplit la chambre de pression par gravité. Un piston hydraulique, qui agit comme une seringue, pousse le métal en fusion à travers un col de cygne et une buse dans la cavité de la matrice. Le système hydraulique contrôle le piston, vous permettant d'ajuster la pression pour chaque cycle de coulée.
Le four intégré et le mécanisme d'injection permettent à la machine de coulée de délivrer du métal en fusion directement dans le moule. Cette conception permet une coulée rapide et continue à la pression requise. Vous obtenez des résultats précis et efficaces, notamment pour les pièces petites et complexes. La structure en col de cygne maintient le métal en fusion au bon niveau et aide à éviter le piégeage de l'air, ce qui améliore la qualité de chaque coulée.
Remarque : Les machines avancées de moulage sous pression à chambre chaude utilisent des capteurs et des systèmes de contrôle pour surveiller la pression, la température et la vitesse d'injection. Ces fonctionnalités vous aident à optimiser le processus de coulée et à produire des pièces de haute qualité à chaque fois.
Vous pouvez compter sur la machine de coulée sous pression à chambre chaude pour maintenir la pression correcte tout au long du processus de coulée. Cela garantit que chaque moulage répond à vos normes en matière de résistance, de détail et de cohérence.
Pourquoi cette pression
Alliages appropriés
Vous devez utiliser la bonne pression dans le moulage sous pression en chambre chaude, car le processus fonctionne mieux avec des métaux comme le zinc et le magnésium. Ces métaux ont des points de fusion bas et s’écoulent facilement lorsqu’ils sont fondus. La plage de pression, généralement comprise entre 1 000 et 5 000 PSI, vous permet d'injecter rapidement du métal en fusion dans le moule. Cette vitesse vous aide à remplir le moule avant que le métal ne commence à refroidir et à se solidifier. Lorsque vous utilisez la bonne pression, vous obtenez un moulage dense et de haute qualité avec moins de défauts et moins de porosité. Les alliages de zinc et de magnésium répondent bien à cette plage de pression, ce qui vous permet de produire des pièces détaillées avec des surfaces lisses et une structure solide.
Le moulage sous pression en chambre chaude utilise des alliages qui fondent à des températures plus basses. Vous pouvez compter sur ce processus pour fabriquer des pièces petites et complexes, telles que des connecteurs, des boîtiers et des engrenages. La pression garantit que le métal en fusion atteint chaque partie du moule, afin que vous obteniez une coulée précise à chaque fois. Si vous utilisez trop peu de pression, le moule risque de ne pas se remplir complètement et vos pièces peuvent présenter des points faibles ou des surfaces rugueuses. Une pression trop forte peut endommager le moule ou provoquer des bavures indésirables sur la pièce moulée.
Astuce : adaptez toujours le réglage de la pression à l’alliage que vous utilisez. Cela vous aide à éviter les défauts et à maintenir l’efficacité de votre processus de coulée.
Conception de machines
La conception de la machine de coulée sous pression à chambre chaude affecte la pression que vous pouvez utiliser et la fiabilité de votre processus de coulée. La machine dispose d'un four intégré qui maintient le métal en fusion et prêt à être injecté. Le mécanisme du col de cygne joue un rôle clé dans le maintien d’une pression constante pendant le lancer. Voici comment cela fonctionne :
Le col de cygne est un tuyau métallique courbé en acier résistant à la chaleur, immergé dans du métal en fusion.
Le piston se rétracte pour aspirer le métal en fusion dans la chambre.
Le piston force ensuite le métal à travers le col de cygne dans le moule à vitesse et pression élevées.
Le col de cygne transfère le métal en fusion et travaille avec le piston pour injecter le métal dans la cavité de la matrice.
Cette configuration garantit un flux continu et sous pression de métal en fusion, afin que vous obteniez des résultats de coulée cohérents.
Les machines de coulée sous pression à chambre chaude fonctionnent à des pressions inférieures à celles des machines à chambre froide car le système d’injection est immergé dans le métal en fusion. Cette conception vous permet de remplir le moule rapidement et réduit le temps de cycle. Vous obtenez un moulage fiable pour les métaux à bas points de fusion, mais vous ne pouvez pas utiliser cette machine pour des métaux comme l'aluminium qui nécessitent des pressions plus élevées. La conception intégrée vous aide également à contrôler le flux de métal en fusion, afin que vous puissiez optimiser le remplissage des moules et réduire les défauts de vos pièces.
Un logiciel de simulation vous aide à ajuster les paramètres de coulée, tels que la pression et la température, pour améliorer la qualité. Vous pouvez utiliser ces outils pour vous assurer que le métal en fusion remplit le moule uniformément et refroidit au bon rythme. Cette approche réduit les rebuts et vous aide à produire des pièces solides et détaillées à chaque cycle de coulée.
Pression et qualité
Remplissage de moule
Vous devez contrôler soigneusement la pression pendant le processus de moulage sous pression pour obtenir un remplissage complet du moule. Lorsque vous utilisez la bonne pression, le métal en fusion s’écoule rapidement et uniformément dans chaque partie du moule. Cette action comble même les plus petits espaces et réduit le risque de bulles ou d'irrégularités de surface. Le tableau ci-dessous montre comment les différents niveaux de pression affectent la qualité de remplissage du moule à chaque étape :
Plage de pression (bar) | Effet sur la qualité de remplissage du moule | Étape du processus |
100-1000 | La haute pression force le métal en fusion rapidement et uniformément dans la matrice, comblant ainsi les minuscules espaces et réduisant la formation de bulles et les irrégularités de surface. | Remplissage initial du moule |
200-400 | Appliqué après le remplissage initial pour éliminer les espaces d'air, garantissant ainsi une intégrité structurelle dense et réduisant la porosité. | Injection & solidification |
~500 | Exemple de pression pouvant remplir la matrice en 0,02 seconde, démontrant un remplissage rapide et complet | Vitesse de remplissage du moule |
Vous bénéficiez également de caractéristiques de conception spéciales dans le moule. Les canaux de déclenchement contrôlent la vitesse du métal en fusion, généralement entre 1 et 5 m/s, pour éviter les turbulences et le piégeage de l'air. Les conceptions de glissières aident à répartir le métal uniformément et les petites ouvertures d'aération éliminent l'air emprisonné. Ces caractéristiques, combinées au moulage sous pression, vous aident à produire des pièces moulées sous pression de haute qualité avec des surfaces lisses et une structure solide.
Les études de simulation montrent que lorsque l’on gère bien la pression, on réduit les turbulences et le piégeage de l’air. Cela conduit à une meilleure qualité de remplissage du moule et à moins de défauts de coulée.
Prévention des défauts
Le moulage sous pression joue un rôle clé dans la prévention des défauts pendant le processus de coulée. Lorsque vous maintenez une pression élevée pendant l'injection et la solidification, vous vous assurez que le métal en fusion remplit complètement le moule. Cela réduit le risque de remplissage incomplet et de porosité. La pression aide également à expulser les gaz piégés, ce qui peut provoquer une porosité des gaz, et compense le retrait à mesure que le métal refroidit.
Vous maintenez le moule bien fermé sous pression, ce qui évite les éclairs et garantit la précision du moulage. En maintenant la pression après le remplissage, vous évitez les porosités de retrait et les arrêts à froid. Une conception appropriée du moule, une ventilation et un contrôle de la température fonctionnent de concert avec le moulage sous pression pour maintenir le flux de métal en fusion lisse et sans gaz.
Si vous souhaitez éviter les défauts, surveillez et ajustez toujours la pression tout au long du processus de coulée. Cette approche vous aide à produire des pièces moulées solides et fiables avec une qualité constante.
Machine de moulage sous pression à chambre chaude par rapport aux autres méthodes
Comparaison de pression
Vous remarquerez que les machines de moulage sous pression à chambre chaude et à chambre froide utilisent une haute pression pour injecter du métal en fusion dans le moule. La plage de pression pour chaque méthode est similaire, généralement comprise entre 2 000 et 20 000 psi. Le tableau ci-dessous montre comment ces deux méthodes se comparent :
Type de moulage sous pression | Plage de pression (psi) |
Chambre chaude | 2 000 à 20 000 |
Chambre froide | 2 000 à 20 000 |
Vous utilisez une machine de coulée sous pression à chambre chaude pour les métaux à bas point de fusion, comme le zinc et le magnésium. La machine de coulée maintient le métal en fusion prêt pour une injection rapide, ce qui vous aide à remplir les moules rapidement et de manière cohérente. Les machines de coulée sous pression à chambre froide fonctionnent avec des métaux comme l'aluminium et le cuivre, mais le processus prend plus de temps car vous devez transférer le métal en fusion depuis un four séparé. Les deux machines nécessitent une forte force de serrage pour maintenir le moule fermé pendant l'injection à haute pression, ce qui évite les défauts dans vos pièces moulées.
Remarque : Les exigences de pression ne changent pas beaucoup selon les différentes tailles de pièces, mais la capacité de la machine limite la taille maximale des pièces moulées que vous pouvez produire.
Vitesse et efficacité du processus
Vous constaterez que la machine de coulée sous pression à chambre chaude offre des temps de cycle beaucoup plus rapides que les machines à chambre froide. Le four intégré et le système d’injection directe vous permettent de produire des centaines, voire des milliers de pièces moulées par heure. Le tableau ci-dessous met en évidence la différence de vitesse de production :
Méthode de moulage sous pression | Vitesse de production (coulées par heure) | Caractéristiques clés du processus |
Moulage sous pression en chambre chaude | Des centaines à des milliers | Alimentation directe du métal en fusion, injection rapide, idéale pour les pièces petites et complexes. |
Moulage sous pression en chambre froide | 15 à 250 | Étapes de fusion et de transfert séparées, cycles plus lents, adaptés aux métaux à point de fusion plus grand ou plus élevé. |
Vous bénéficiez de temps de cycle plus courts avec la machine de coulée sous pression à chambre chaude , parfois aussi rapides que 7 secondes par coulée. Cette vitesse le rend parfait pour la production en série de petites pièces détaillées. Vous économisez également sur les coûts d'outillage car le processus utilise des températures de fonctionnement plus basses, ce qui prolonge la durée de vie des matrices et réduit les dépenses de remplacement. Le moulage sous pression en chambre chaude minimise les déchets et l'oxydation, ce qui vous permet d'obtenir des pièces moulées plus propres et des coûts de matériaux inférieurs.
Vous devez choisir une machine de coulée sous pression à chambre chaude lorsque vous souhaitez une production rapide et rentable de petites pièces. Le procédé n'est pas adapté à l'aluminium, mais il excelle dans les applications où vous avez besoin de nombreuses pièces moulées avec des détails précis. La machine de coulée vous aide à atteindre une efficacité élevée et à réduire les coûts dans les environnements de production de masse.
Facteurs d'influence
Conception de pièces
Vous pouvez améliorer le processus de moulage sous pression en chambre chaude en vous concentrant sur la conception intelligente des pièces. La façon dont vous concevez vos pièces affecte la facilité avec laquelle le métal en fusion remplit le moule et la pression dont vous avez besoin. Voici quelques conseils de conception importants :
Utilisez une épaisseur de paroi uniforme, généralement comprise entre 2,5 et 4 mm. Cela permet au métal en fusion de s'écouler en douceur et de refroidir uniformément, ce qui réduit la pression nécessaire pour remplir le moule.
Ajoutez des coins arrondis et des congés. Ces caractéristiques permettent au métal de mieux circuler, aident les gaz à s'échapper et réduisent les points de contrainte. Vous évitez les défauts qui nécessiteraient autrement une pression d’injection plus élevée.
Minimisez les contre-dépouilles. Moins de contre-dépouilles facilitent le déplacement du métal dans le moule et le retrait des pièces finies. Cela évite le bourrage et maintient les exigences de pression plus faibles.
Lorsque vous suivez ces règles de conception, vous rendez le processus de moulage plus efficace. Des pièces bien conçues avec des coins lisses et des parois uniformes permettent au processus de fonctionner à des pressions plus faibles, ce qui vous aide à éviter les défauts et à obtenir de meilleurs résultats dans de nombreuses applications.
Choix du matériau
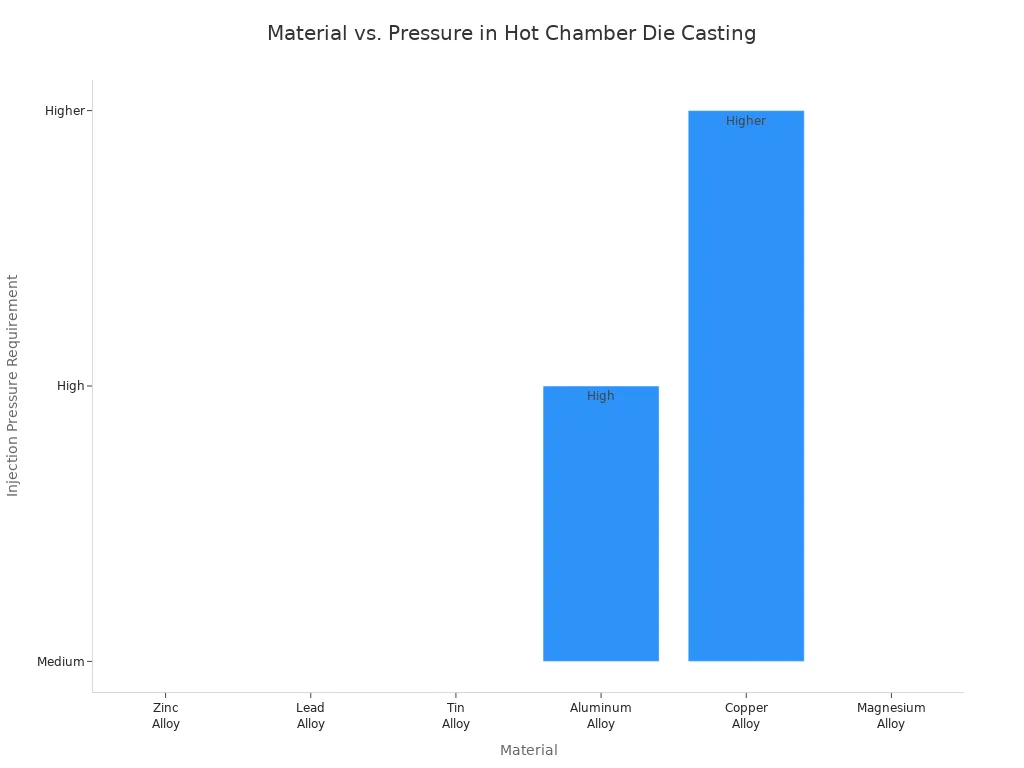
Le matériau que vous choisissez pour vos pièces a un impact important sur la pression nécessaire au moulage sous pression en chambre chaude. Les alliages à bas points de fusion, comme le zinc, le plomb et l’étain, fonctionnent mieux. Ces métaux s'écoulent facilement à des températures plus basses, vous pouvez donc utiliser des pressions d'injection moyennes. Les alliages de magnésium fonctionnent également bien, nécessitant des pressions comprises entre 40 et 100 MPa en raison de leur bonne fluidité et de leur solidification rapide. Les alliages d'aluminium et de cuivre nécessitent des températures et des pressions beaucoup plus élevées, ce qui peut endommager l'équipement et provoquer une oxydation. Pour la plupart des applications, vous devez choisir des matériaux présentant une bonne fluidité et des points de fusion bas pour maintenir l'efficacité du processus et la sécurité du moule.
Matériel | Point de fusion (°C) | Aptitude au moulage sous pression en chambre chaude | Exigence de pression d'injection | Remarques sur la pression et l'équipement |
Alliage de zinc | ~419 | Approprié | Moyen | Bonne fluidité, faible pression nécessaire |
Alliage de plomb | ~327 | Approprié | Moyen | Point de fusion très bas, coulée facile |
Alliage d'étain | ~230 | Approprié | Moyen | Point de fusion bas, écoulement fluide |
Alliage d'aluminium | ~660 | Ne convient pas | Haut | Haute pression, contrainte sur l'équipement |
Alliage de cuivre | ~1000 | Prudence | Plus haut | Haute pression, pas idéale |
Alliage de magnésium | ~650 | Approprié | Moyen | Bonne fluidité, pression gérable |
Capacité de la machine
Les caractéristiques de votre machine fixent les limites en matière de pression et de qualité dans le processus de coulée. Le système de four intégré maintient le métal en fusion à la bonne température, ce qui vous permet de produire rapidement de nombreuses pièces. Les mécanismes d'injection à grande vitesse, comme les pistons hydrauliques, vous permettent d'injecter du métal dans le moule à haute pression et à grande vitesse. Cela garantit que le moule se remplit complètement et capture les détails les plus fins. Les systèmes automatisés d'éjection et de lubrification des matrices facilitent le retrait des pièces et protègent le moule, ce qui améliore l'efficacité et prolonge la durée de vie du moule. Les commandes à écran tactile vous permettent d'ajuster les paramètres pour chaque application, afin que vous puissiez adapter le processus aux besoins de votre pièce. Les systèmes de sécurité et de refroidissement assurent le bon fonctionnement de la machine et évitent la surchauffe, ce qui garantit une qualité constante.
Capacité de la machine | Influence sur la pression et la qualité du produit |
Système de four intégré | Maintient le métal prêt pour des cycles rapides et une pression stable. |
Mécanisme d'injection à grande vitesse | Assure un remplissage précis du moule et des surfaces lisses. |
Éjection/lubrification automatisée | Réduit le temps de cycle et protège le moule. |
Commandes à écran tactile | Vous permet d’affiner la pression et de surveiller le processus de coulée. |
Systèmes de sécurité et de refroidissement | Empêche la surchauffe et maintient une qualité constante. |
Lorsque vous sélectionnez une machine de coulée sous pression à chambre chaude, vérifiez toujours que sa pression maximale, son volume de projection et sa force de serrage correspondent à la taille de votre pièce et aux exigences de votre moule. Cela vous aide à éviter les défauts et garantit le bon déroulement du processus de coulée pour toutes vos applications.
Vous devez régler la bonne pression dans votre machine de moulage sous pression à chambre chaude pour obtenir des pièces moulées solides et précises. Une sélection correcte de la pression améliore le remplissage du moule, réduit les défauts et augmente la vitesse de production.
Une pression plus élevée améliore la résistance à la traction et réduit la porosité, mais une pression excessive peut endommager votre machine de coulée sous pression à chambre chaude et raccourcir la durée de vie du moule.
L'optimisation de la pression vous permet d'économiser sur les coûts de maintenance et d'augmenter le rendement, en particulier lorsque vous travaillez avec des fabricants de machines de coulée sous pression à chambre chaude.
Une surveillance et un entretien réguliers évitent les problèmes à long terme tels que les pannes hydrauliques et les défauts de coulée.
Équilibrez toujours la pression avec la température, la vitesse d’injection et la capacité de la machine pour maintenir la qualité et l’efficacité du moulage sous pression en chambre chaude.
FAQ
Qu'est-ce qu'une machine de moulage sous pression à chambre chaude ?
Une machine de moulage sous pression à chambre chaude fait fondre le métal dans un four intégré. Vous injectez du métal en fusion directement dans le moule à l’aide d’un piston hydraulique. Cette machine fonctionne mieux pour les métaux comme le zinc et le magnésium. Vous bénéficiez de cycles rapides et de pièces de haute qualité.
Pourquoi choisir le moulage sous pression en chambre chaude pour les petites pièces ?
Vous devez utiliser le moulage sous pression en chambre chaude pour les petites pièces, car le processus offre des temps de cycle rapides et des détails précis. La machine de moulage sous pression à chambre chaude remplit rapidement les moules, ce qui la rend idéale pour la production en grand volume de composants complexes.
Comment régler la bonne pression sur une machine de coulée sous pression à chambre chaude ?
Vous réglez la bonne pression en suivant les directives de la machine et en l'adaptant à votre alliage. La plupart des machines de coulée sous pression à chambre chaude vous permettent de régler la pression à l'aide de commandes à écran tactile. Vérifiez toujours les paramètres recommandés par les fabricants de machines de coulée sous pression à chambre chaude.
Quels métaux fonctionnent le mieux dans les machines de coulée sous pression à chambre chaude ?
Vous obtenez les meilleurs résultats avec les alliages de zinc, de magnésium, de plomb et d’étain. Ces métaux ont des points de fusion bas et s’écoulent facilement. Les machines de coulée sous pression à chambre chaude ne peuvent pas traiter l'aluminium ou le cuivre car ils nécessitent des températures et des pressions plus élevées.
Comment les fabricants de machines de coulée sous pression à chambre chaude améliorent-ils la qualité de la coulée ?
Les fabricants de machines de coulée sous pression à chambre chaude ajoutent des fonctionnalités telles que des commandes automatisées, des capteurs avancés et des systèmes de refroidissement efficaces. Ces mises à niveau vous aident à maintenir une pression stable, à réduire les défauts et à produire des pièces moulées cohérentes et de haute qualité à chaque cycle.

 Français
Français










