Vous comptez sur le système de refroidissement du moulage sous pression pour réguler la température de la matrice et solidifier le métal en fusion rapidement et uniformément. Dans une machine de coulée sous pression à chambre froide , ce processus devient indispensable car vous travaillez avec des métaux qui nécessitent des points de fusion plus élevés et un contrôle thermique précis. Le système de refroidissement du moulage sous pression en chambre froide améliore non seulement l'efficacité des machines de moulage sous pression, mais vous aide également à obtenir des temps de cycle plus rapides, une plus grande précision dimensionnelle et une durée de vie des matrices plus longue. Les méthodes de refroidissement améliorées dans le moulage sous pression en chambre froide minimisent les défauts et soutiennent une production stable et économe en énergie.
Points clés à retenir
Le système de refroidissement contrôle la température de la matrice pour solidifier le métal en fusion rapidement et uniformément, améliorant ainsi la résistance des pièces et la qualité de la surface.
Un refroidissement adéquat évite les défauts tels que la porosité, la déformation et les fissures, ce qui permet de produire des pièces moulées durables et précises.
Les canaux de refroidissement font circuler l'eau ou l'huile pour éliminer efficacement la chaleur, avec des conceptions avancées telles que les canaux conformes offrant le meilleur contrôle de la température.
Un refroidissement efficace réduit les temps de cycle, augmente les taux de production et prolonge la durée de vie des outils en réduisant les contraintes thermiques et l'usure.
Les méthodes de refroidissement modernes incluent une surveillance de la température en temps réel et des fluides respectueux de l'environnement, qui améliorent la qualité, économisent de l'énergie et soutiennent une production durable.
Bases du système de refroidissement
Ce qu'il fait
Vous dépendez du système de refroidissement pour gérer la chaleur pendant le processus de moulage sous pression en chambre froide. Le système élimine la chaleur du métal en fusion lorsqu'il remplit la matrice, aidant ainsi le métal à se solidifier rapidement et uniformément. Les canaux de refroidissement à l'intérieur du moule maintiennent les températures stables, généralement entre 200°C et 300°C. Cette plage de température vous aide à réduire le stress thermique et à améliorer la structure des grains de chaque pièce moulée. Lorsque vous utilisez les bonnes méthodes de refroidissement, vous obtenez des pièces plus solides avec de meilleures finitions de surface. Par exemple, les pièces en aluminium refroidies à environ 250°C peuvent présenter une résistance à la traction jusqu'à 20 % supérieure à celles refroidies plus lentement.
Le système de refroidissement utilise plusieurs composants pour atteindre ces résultats :
Vous pouvez également trouver des fonctionnalités avancées telles que des broches thermiques ou des canaux de refroidissement conformes dans les machines de coulée sous pression modernes à chambre froide. Ces outils vous aident à contrôler le processus et à cibler les zones spécifiques nécessitant un refroidissement supplémentaire.
Pourquoi c'est important
Un refroidissement adéquat fait une grande différence dans la qualité et l’efficacité de votre processus de moulage sous pression en chambre froide. Si vous ne contrôlez pas la température, vous risquez des défauts tels que du retrait de porosité, des déformations ou des fissures. Un refroidissement inégal peut provoquer des vides internes ou des points faibles dans vos pièces moulées. Vous voulez éviter ces problèmes car ils diminuent la résistance et la durabilité de vos pièces.
Remarque : Garder la matrice à la bonne température prolonge également sa durée de vie et réduit les coûts de maintenance.
Lorsque vous gérez bien le refroidissement, vous réduisez les temps de cycle et augmentez les cadences de production. Un refroidissement plus rapide conduit à des structures de grains plus fines, ce qui signifie des pièces plus solides et plus fiables. Vous évitez également la fatigue thermique et l’usure du moule, ce qui assure le bon fonctionnement de votre machine de coulée sous pression à chambre froide. En vous concentrant sur le refroidissement, vous garantissez que chaque étape du processus fournit des résultats de haute qualité et répond aux normes de l'industrie.
Processus de machine de moulage sous pression à chambre froide
Étapes d'injection et de refroidissement
Vous suivez une séquence précise lorsque vous utilisez une machine de coulée sous pression à chambre froide. Ce processus garantit que vous créez des pièces solides et précises à partir d'alliages à point de fusion élevé. Voici les principales étapes à suivre :
Préparez le système d’outillage de moulage sous pression. Vous vous assurez que le moule correspond à la forme et à la taille dont vous avez besoin.
Faites fondre le métal dans un four séparé. Vous maintenez le métal en fusion à la bonne température pour la coulée.
Versez le métal en fusion dans la chambre de pression. Vous le transférez rapidement pour éviter les pertes de chaleur.
Utilisez un piston hydraulique pour injecter le métal fondu dans la cavité de la matrice. La chambre de pression force le métal à remplir chaque partie du moule.
Laissez le métal fondu refroidir et se solidifier à l’intérieur de la matrice. Le système de refroidissement de la machine de coulée sous pression à chambre froide évacue la chaleur via des canaux et des refroidisseurs intégrés.
Ouvrez la matrice et éjectez la pièce finie. Vous coupez ensuite et inspectez la qualité du moulage.
Astuce : Le temps de refroidissement dépend du type de métal, de l'épaisseur de la pièce et de la température de la matrice. Un refroidissement adéquat évite les défauts tels que la déformation ou le retrait.
Vous remarquez que la chambre de pression joue un rôle clé à chaque étape. Il retient le métal en fusion, contrôle l’injection et participe à la gestion de la phase de refroidissement.
Composants clés
Vous comptez sur plusieurs éléments importants dans une machine de coulée sous pression à chambre froide pour contrôler la température et la qualité :
Des canaux de refroidissement traversent les blocs de matrice. Ces canaux font circuler de l'eau ou de l'huile pour évacuer la chaleur du métal en fusion.
La chambre de pression reçoit le métal en fusion et utilise la force hydraulique pour l'injecter dans la filière.
Les refroidisseurs ou échangeurs de chaleur régulent la température de l'huile hydraulique et de la filière elle-même.
Les fenêtres d'observation vous permettent de surveiller le débit d'eau de refroidissement et de rechercher d'éventuels problèmes.
Le système de refroidissement des machines de coulée sous pression à chambre froide est plus avancé que celui des machines à chambre chaude. Vous utilisez le moulage sous pression en chambre froide pour des métaux comme l’aluminium et le cuivre, qui ont des points de fusion plus élevés. La chambre de pression et le système de refroidissement doivent supporter des charges thermiques plus importantes. Dans le moulage sous pression en chambre chaude, le four se trouve à l’intérieur de la machine et le processus se déroule plus rapidement. Dans le moulage sous pression en chambre froide, vous transférez du métal en fusion depuis un four externe, ce qui signifie que vous devez contrôler le refroidissement plus soigneusement pour éviter les défauts.
Aspect | Moulage sous pression en chambre chaude | Moulage sous pression en chambre froide |
Emplacement de la fournaise | À l'intérieur de la machine | Four externe séparé |
Transfert de métal | Direct via col de cygne | Versé dans la chambre de pression |
Vitesse de production | Cycles plus rapides | Cycles plus lents |
Refroidissement et solidification | Sous pression dans la matrice | Refroidissement géré par canaux et refroidisseurs |
Risque de défauts | Oxydation inférieure | Risque plus élevé de pores et de rétrécissement |
Vous choisissez le moulage sous pression en chambre froide lorsque vous devez couler des alliages à point de fusion élevé. Le système de refroidissement et la chambre de pression travaillent ensemble pour contrôler la solidification et garantir l’intégrité structurelle de vos pièces.
Méthodes de refroidissement dans le moulage sous pression en chambre froide
Refroidissement par eau, air et huile
Vous utilisez plusieurs fluides de refroidissement pour contrôler la température dans le moulage sous pression en chambre froide. L'eau est le liquide de refroidissement le plus courant car elle absorbe rapidement la chaleur et circule facilement dans les canaux de refroidissement. Vous pouvez régler le débit pour affiner l'effet de refroidissement. Les canaux refroidis par eau vous aident à maintenir des températures uniformes, ce qui réduit la déformation et le retrait des pièces moulées. Cependant, vous devez faire attention à la corrosion et à l’accumulation de calcaire, qui peuvent bloquer les canaux et augmenter l’entretien.
Le refroidissement de l'huile offre une meilleure résistance à la corrosion et au tartre. Vous choisissez l'huile lorsque vous avez besoin d'un refroidissement stable sur de longues périodes de production ou lorsque l'eau peut provoquer un choc thermique. Les liquides de refroidissement à l'huile vous aident également à éviter les changements rapides de température qui pourraient fissurer la matrice. Le refroidissement par air est moins courant mais utile pour les formes de moules complexes ou lorsque vous souhaitez un refroidissement plus lent et contrôlé. Les systèmes refroidis par air fonctionnent bien pour les pièces à paroi mince et vous aident à gérer la précision dimensionnelle.
Astuce : Les fluides de refroidissement respectueux de l'environnement, tels que les huiles végétales, réduisent l'impact environnemental et améliorent la sécurité des opérateurs. Ces fluides prolongent également la durée de vie des outils et améliorent la finition de surface par rapport aux huiles minérales.
Liquide de refroidissement | Avantages | Inconvénients |
Eau | Évacuation rapide de la chaleur, contrôle facile | Corrosion, tartre, nettoyage fréquent |
Huile | Stable, moins de corrosion, refroidissement doux | Transfert de chaleur plus lent, coût plus élevé |
Air | Refroidissement contrôlé, idéal pour les pièces fines | Efficacité moindre, utilisation limitée |
À base de légumes | Respectueux de l'environnement, meilleure durée de vie des outils | Peut nécessiter des ajustements du système |
Canaux de refroidissement
Vous comptez sur des canaux de refroidissement pour déplacer le liquide de refroidissement à travers la matrice et évacuer la chaleur de la cavité du moule. La conception et l'emplacement de ces canaux affectent la régularité du refroidissement de votre matrice. Les canaux placés plus près de la surface du moule améliorent la dissipation thermique d'environ 10 % pour chaque millimètre de proximité. Vous obtenez une stabilisation plus rapide de la température et réduisez la résistance de contact thermique jusqu'à 33 % lorsque vous utilisez une pression de liquide de refroidissement plus élevée.
Paramètre | Description / Résultat |
Proximité des canaux | 6,5 mm de la surface du moule contre 9,5 mm améliore la dissipation thermique d'environ 10 % par mm |
Résistance de contact thermique | Réduit d'environ 28 à 33 % avec des canaux plus proches et une pression de 30 bars, permettant une stabilisation plus rapide de la température |
Taux de transfert de chaleur | 186 watts à une distance de canal de 6,5 mm contre 127 watts à 9,5 mm |
Gradient de température | Maintenu en dessous de 5°C avec des conceptions de refroidissement conformes pour une solidification uniforme |
Impact sur le débit du liquide de refroidissement | L'augmentation du débit de 215 à 425 ml/min réduit la constante de temps thermique, permettant une stabilisation rapide de la température. |
Effet sur la qualité des pièces | Un refroidissement uniforme réduit les défauts tels que la porosité et les microfissures, améliorant ainsi la qualité des pièces |
Impact sur le temps de cycle | Un refroidissement plus rapide et plus uniforme réduit les temps de cycle, améliorant ainsi la productivité |
Notes complémentaires | L'accumulation de calcaire dans les canaux traditionnels augmente la résistance thermique ; les conceptions optimisées pour la topologie atténuent ce problème |
Vous pouvez choisir des canaux de refroidissement droits, en spirale ou conformes. Les canaux en ligne droite sont faciles à réaliser mais peuvent provoquer un refroidissement irrégulier et des points chauds. Les canaux en spirale améliorent l'uniformité de la température mais augmentent la résistance à l'écoulement. Les canaux de refroidissement conformes épousent la forme de la cavité du moule, offrant un contrôle supérieur de la température et réduisant les contraintes thermiques. Les conceptions hybrides équilibrent la fabricabilité et l’efficacité du refroidissement.
Canaux en ligne droite : simples, mais peuvent provoquer des points chauds.
Canaux en spirale : meilleure uniformité, résistance à l’écoulement plus élevée.
Canaux conformes : meilleure uniformité de température, moins de défauts.
Conceptions hybrides : gradients thermiques modérés, plus faciles à fabriquer.
Vous constatez que les canaux de refroidissement conformes maintiennent une répartition uniforme de la température, ce qui réduit le gauchissement et améliore la qualité des pièces. Dans le cadre d'une production en grand volume, ces canaux peuvent réduire le temps de cycle de près de 40 %, augmentant ainsi la productivité d'environ 50 %. Vous remarquez également qu’un refroidissement uniforme permet d’éviter les défauts comme la porosité et les microfissures.
Techniques avancées
Vous pouvez utiliser des méthodes de refroidissement avancées pour améliorer encore le processus de moulage sous pression en chambre froide. Le refroidissement direct applique le liquide de refroidissement directement à la surface de la matrice, tandis que le refroidissement indirect utilise des canaux intégrés dans la matrice. Le refroidissement indirect, tel que le moulage par compression indirecte, évite le piégeage et la pré-solidification de l'oxyde, ce qui se traduit par des microstructures plus uniformes et des taux de production plus élevés.
Les machines modernes de coulée sous pression à chambre froide disposent souvent d'une surveillance de la température en temps réel. Vous suivez les températures dans plusieurs zones et recevez des alertes en cas d'inefficacité du refroidissement. Cette technologie vous permet d'ajuster instantanément le débit et la pression du liquide de refroidissement, évitant ainsi la surchauffe et les déséquilibres thermiques. Les analyses basées sur l'IA vous aident à optimiser l'efficacité du liquide de refroidissement et à réduire les risques de panne.
Vous constatez également de nouveaux développements dans le traitement thermique sous vide, tels que la trempe sous gaz haute pression (HPGQ) à l'azote. Cette technique permet d'obtenir un refroidissement rapide et uniforme, notamment pour les grandes matrices. Le refroidissement directionnel contrôlé dans les fours sous vide vous permet de manipuler le flux de gaz, favorisant ainsi une extraction uniforme de la chaleur et réduisant la distorsion. Les techniques de trempe interrompues interrompent le refroidissement à des températures intermédiaires, minimisant ainsi les fissures et les contraintes résiduelles.
Remarque : Les systèmes de refroidissement en boucle fermée respectueux de l'environnement sont désormais courants dans le moulage sous pression en chambre froide. Ces systèmes recyclent le liquide de refroidissement, réduisent les émissions et soutiennent la durabilité.
Vous bénéficiez de stratégies de refroidissement avancées telles que des matériaux à changement de phase et des systèmes de refroidissement hybrides combinant le refroidissement par air et par eau. Ces méthodes optimisent le refroidissement, réduisent les temps de cycle et améliorent la qualité des pièces. Vous utilisez des logiciels de CAO et de simulation pour modéliser des moules et effectuer des simulations thermiques, en identifiant les points chauds et en optimisant le placement des canaux de refroidissement. Un entretien régulier, tel que le nettoyage et l'inspection, maintient votre système de refroidissement efficace et prévient les défauts.
Aspect impact | Explication |
Taux de refroidissement | Les canaux de refroidissement conformes suivent les contours de la cavité du moule, assurant une dissipation thermique uniforme, ce qui réduit les temps de cycle en permettant une évacuation plus rapide et plus uniforme de la chaleur. |
Qualité des pièces | Un refroidissement uniforme minimise les défauts tels que le gauchissement, les contraintes résiduelles et les dimensions incohérentes, ce qui se traduit par de meilleurs états de surface, des tolérances plus strictes et des taux de rebut plus faibles. |
Efficacité énergétique | Une évacuation de la chaleur plus rapide et plus efficace réduit la consommation d'énergie pendant les phases de refroidissement. |
Durée de vie du moule | Une répartition homogène de la chaleur évite les contraintes thermiques localisées, prolongeant ainsi la durée de vie du moule et réduisant la maintenance. |
Cohérence du processus | Un environnement thermique cohérent garantit une qualité de pièce reproductible et prévisible et réduit les temps d’arrêt. |
Flexibilité de conception | Grâce à la fabrication additive, les canaux peuvent s'adapter à des géométries complexes, améliorant ainsi le refroidissement des éléments complexes ou fins. |
Considérations relatives aux coûts | Les coûts initiaux plus élevés sont compensés par des économies à long terme grâce à des cycles plus rapides, à une réduction de l'énergie et à des taux de rebut inférieurs. |
Vous constatez que ces techniques avancées vous aident à contrôler la solidification, à réduire les défauts et à améliorer la précision dimensionnelle. Un refroidissement uniforme évite les points chauds et le retrait, garantissant ainsi que vos pièces moulées répondent à des spécifications strictes. En optimisant votre système de refroidissement, vous obtenez une meilleure qualité de pièces, des taux de rebut inférieurs et une durée de vie plus longue dans le moulage sous pression en chambre froide.
Qualité et efficacité
Prévention des défauts
Vous souhaitez éviter les défauts dans vos pièces moulées, car ils peuvent affaiblir les pièces et augmenter les taux de rebut. Un système de refroidissement optimisé dans une machine de coulée sous pression à chambre froide vous aide à prévenir les problèmes les plus courants. Lorsque vous contrôlez la température des moules, vous réduisez le risque de coupures à froid et de porosité. Voici quelques défauts que vous pouvez éviter avec un refroidissement adéquat :
Des fermetures à froid se forment lorsque deux flux de métal en fusion ne fusionnent pas. Cela se produit généralement si le moule est trop froid, ce qui entraîne une solidification trop rapide du métal. Vous pouvez éviter les arrêts à froid en gardant le moule à la bonne température et en utilisant une bonne conception des portes.
La porosité, qu'elle soit de type gaz ou retrait, se produit lorsque des gaz piégés ou un refroidissement irrégulier créent des vides à l'intérieur de la pièce. En maintenant une température de moule constante, généralement entre 180°C et 260°C, vous aidez le métal à mieux s'écouler et à se solidifier uniformément.
Les points chauds et les zones froides peuvent provoquer une solidification inégale. Les canaux de refroidissement conformes répartissent la température plus uniformément, réduisant ainsi ces risques.
Vous pouvez voir les résultats réels d’industries comme l’automobile et l’aérospatiale. Par exemple, lorsque vous stabilisez la température du moule à environ 200°C, vous pouvez réduire la porosité jusqu'à 15 %. L'ajustement de la température et l'utilisation de conceptions de refroidissement avancées peuvent également éliminer les arrêts à froid et réduire les coûts de rebut.
Astuce : un entretien régulier des canaux de refroidissement maintient des températures constantes et évite la formation de défauts pendant la production.
Temps de cycle et durée de vie de l'outil
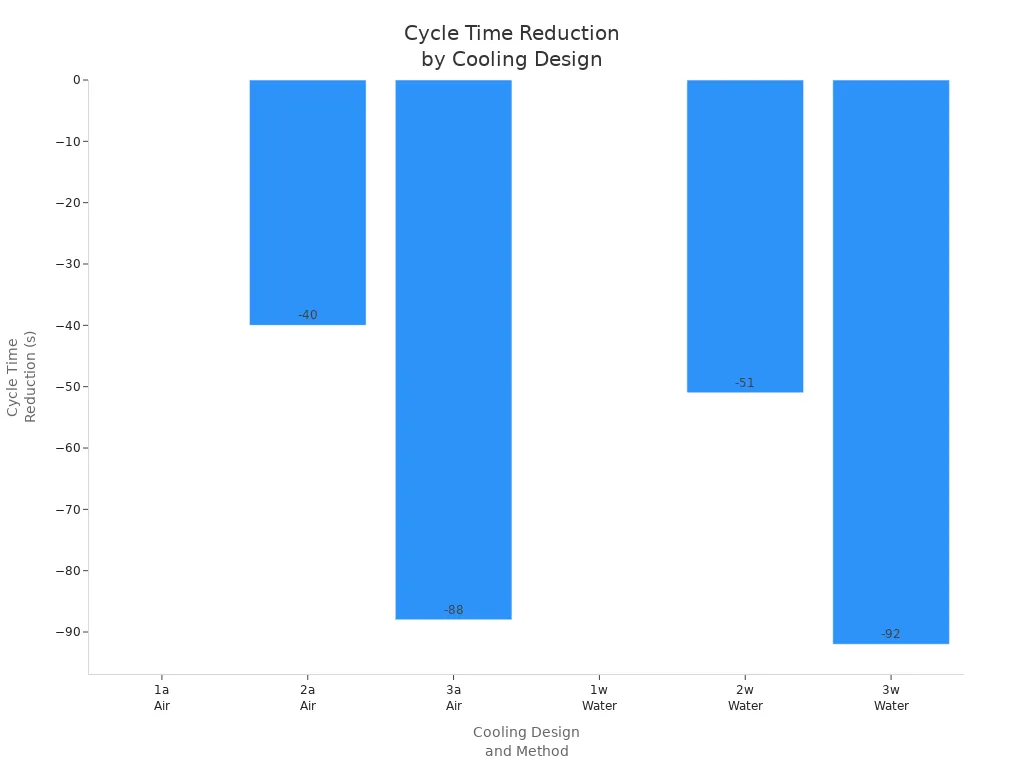
Un refroidissement efficace dans votre machine de coulée sous pression à chambre froide affecte directement la vitesse à laquelle vous pouvez exécuter chaque cycle et la durée de vie de votre matrice. Plus la chaleur est évacuée rapidement, plus le métal se solidifie rapidement, ce qui réduit le temps de cycle et augmente la production. Les canaux de refroidissement par eau, par exemple, évacuent la chaleur beaucoup plus rapidement que l'air, vous permettant ainsi de terminer les cycles plus tôt et d'améliorer la qualité des pièces.
Boîtier de conception de refroidissement | Méthode de refroidissement | Réduction(s) du temps de cycle | Effet sur SDAS (qualité) |
1a | Air | Référence | Référence |
2a | Air | -40 | Légère amélioration |
3a | Air | -88 | Amélioré |
1w | Eau | Référence | Référence |
2w | Eau | -51 | Amélioré |
3w | Eau | -92 | Meilleure amélioration |
Vous prolongez également la durée de vie des outils de matrice en maintenant la température du moule stable. Un refroidissement efficace réduit les contraintes thermiques, les déformations et les fissures. Des systèmes intelligents de contrôle de la température, tels que des retours en temps réel et une gestion automatisée du liquide de refroidissement, vous aident à maintenir ces conditions stables. Le refroidissement par eau multicanal et le refroidissement ponctuel à haute pression protègent davantage votre matrice, garantissant une durée de vie plus longue de l'outil et une production plus cohérente.
Remarque : De meilleures performances du système de refroidissement signifient moins de réparations, moins de temps d'arrêt et une efficacité globale de production plus élevée.
Vous dépendez du système de refroidissement de votre machine de coulée sous pression à chambre froide pour obtenir une solidification rapide, des dimensions précises et de solides propriétés mécaniques. Un refroidissement adéquat vous permet de produire des formes complexes et des pièces à parois plus épaisses avec moins de défauts.
Les canaux de refroidissement et les contrôles avancés vous aident à gérer les taux de solidification, à réduire les rebuts et les coûts.
L'optimisation de votre système de refroidissement permet des cycles plus rapides, une durée de vie plus longue et une meilleure qualité des pièces dans le moulage sous pression en chambre froide.
Investir dans un refroidissement efficace garantit que vos opérations de moulage sous pression en chambre froide restent compétitives et fiables.
FAQ
Quel est l’objectif principal du système de refroidissement dans une machine de coulée sous pression à chambre froide ?
Vous utilisez le système de refroidissement dans une machine de coulée sous pression à chambre froide pour contrôler la température de la matrice. Cela vous aide à solidifier rapidement le métal en fusion et à prévenir les défauts de vos pièces coulées en chambre froide.
Comment fonctionnent les canaux de refroidissement dans le moulage sous pression en chambre froide ?
Les canaux de refroidissement de votre machine de coulée sous pression à chambre froide transportent de l'eau ou de l'huile à travers la matrice. Ces canaux éliminent la chaleur du moule, vous aidant ainsi à maintenir la température stable pendant chaque cycle de moulage sous pression dans la chambre.
Pouvez-vous utiliser le moulage sous pression en chambre froide et chaude pour tous les métaux ?
Vous ne pouvez pas utiliser les deux méthodes pour chaque métal. Vous utilisez des machines de coulée sous pression à chambre froide pour les alliages à point de fusion élevé comme l'aluminium. Vous choisissez le moulage sous pression en chambre chaude pour les métaux ayant des points de fusion plus bas, comme le zinc.
Quels problèmes un mauvais refroidissement peut-il causer dans les machines de coulée sous pression à chambre froide ?
Un mauvais refroidissement dans votre machine de coulée sous pression à chambre froide peut provoquer des défauts tels que de la porosité, des déformations ou des fissures. Vous pouvez également constater une durée de vie des outils plus courte et des temps de cycle plus longs dans votre processus de moulage sous pression en chambre.
Comment le refroidissement affecte-t-il l’efficacité du moulage sous pression en chambre froide ?
Un refroidissement efficace dans votre machine de coulée sous pression à chambre froide réduit les temps de cycle et améliore la qualité des pièces. Vous obtenez des résultats plus fiables et réduisez les taux de rebut dans vos opérations de coulée en chambre froide.

 Français
Français