La préparation au fonctionnement sûr de la machine de coulée sous pression commence par votre engagement à suivre chaque étape recommandée. Vous devez toujours donner la priorité à la sécurité, car même de petites erreurs peuvent entraîner de graves conséquences. Les rapports de l'industrie mettent en évidence plusieurs causes courantes d'accidents sur les machines de coulée sous pression :
Cause | Description |
Dommages mécaniques | Des accidents ou une mauvaise manipulation peuvent endommager les mécanismes de serrage. |
Pannes du système électrique | Peut provoquer des arrêts de la machine, un fonctionnement irrégulier ou des paramètres de contrôle inexacts. |
Connexions lâches | Les vibrations et l'usure peuvent provoquer le desserrage des connexions électriques. |
Composants défectueux | Les capteurs, relais et cartes de contrôle peuvent tomber en panne avec le temps. |
Surcharge | Les systèmes électriques peuvent être surchargés, entraînant une surchauffe et une défaillance des composants. |
Vous réduisez les risques en vérifiant minutieusement votre machine de coulée sous pression et en suivant tous les protocoles de sécurité.
Points clés à retenir
Portez toujours le bon équipement de protection individuelle (EPI) pour éviter les blessures. Cela comprend des lunettes de sécurité, des gants et des vêtements résistants à la chaleur.
Préparez votre espace de travail en le gardant propre et organisé. Un espace bien rangé réduit les risques et favorise un fonctionnement sûr.
Effectuer des inspections approfondies de la machine de coulée sous pression avant utilisation. Vérifiez les connexions desserrées, les dommages mécaniques et la lubrification appropriée.
Suivez des procédures de sécurité strictes pendant le fonctionnement. Cela implique des contrôles réguliers et la capacité de réagir immédiatement aux anomalies.
Coupez la source d'eau après l'utilisation pour éviter le gel et les réactions dangereuses avec le métal en fusion.
Sécurité personnelle
Équipement de protection
Vous devez porter les bons articles de protection du travail avant d'utiliser des machines de moulage sous pression. L'OSHA et les exigences de sécurité de l'industrie recommandent plusieurs types d'équipements de protection individuelle pour cet environnement :
Protection du visage et des yeux, comme des lunettes de sécurité avec écrans latéraux et écrans faciaux.
Une protection adéquate des mains et des pieds, y compris des gants résistant à la chaleur et des chaussures de sécurité en cuir avec protection des orteils.
Chaussettes, sous-vêtements et vêtements d'extérieur 100 % coton ou laine pour réduire le risque de brûlure.
Protection auditive et respiratoire lorsque le bruit ou les fumées atteignent des niveaux dangereux.
Le port de gants de sécurité permet d’éviter les blessures par écrasement et les coupures lorsque vous manipulez des matériaux lourds. Des lunettes ou des écrans faciaux protègent vos yeux des débris volants et des éclaboussures de produits chimiques. Les vêtements résistants à la chaleur vous protègent des brûlures causées par le métal en fusion.
Négliger l’EPI augmente le risque de brûlures, de coupures et de blessures aux yeux. Vérifiez toujours votre équipement pour déceler tout dommage avant chaque quart de travail.
Préparation de la zone de travail
Arrivez tôt pour la préparation avant le quart de travail. Un espace de travail propre et organisé réduit les risques et favorise un fonctionnement sûr. Tu devrais:
Retirez l'encombrement et les débris du sol.
Assurer une ventilation adéquate pour disperser les vapeurs toxiques.
Confirmez que les fournitures de premiers soins sont disponibles et accessibles.
Inspectez tous les EPI pour déceler toute usure ou tout dommage.
Une zone bien préparée vous aide à vous concentrer sur un fonctionnement sûr et réduit les risques d'accidents.
Procédures de sécurité
Vous devez suivre des procédures de sécurité strictes chaque fois que vous utilisez une machine de moulage sous pression. Le tableau ci-dessous résume les pratiques clés :
Procédure de sécurité | Description |
Inspections régulières | Vérifiez la pression d'huile, le câblage et les pièces mécaniques chaque semaine. |
Protocoles d'exploitation sécurisés | Suivez les directives pour démarrer, arrêter et manipuler le métal en fusion. |
Pratiques d'entretien | Inspectez quotidiennement les systèmes de lubrification et de refroidissement. |
Gestion d'urgence | Sachez comment fermer et évacuer en cas d'urgence. |
En suivant ces étapes, vous garantissez que vous répondez aux exigences de sécurité et que vous maintenez votre protection et celle de votre équipe.
Vérifications des machines de moulage sous pression
Avant de commencer toute production de moulage sous pression, vous devez effectuer une vérification approfondie de votre machine de moulage sous pression. Cette étape est essentielle à la fois pour la sécurité et les performances, en particulier lorsque vous travaillez dans des environnements à haute pression et haute température.
Position de la soupape de décharge
Vérifiez toujours que la poignée de la soupape de surpression est réglée sur la position de surpression avant le démarrage de la machine. Cette action évite une accumulation accidentelle de pression, qui peut provoquer des situations dangereuses. Vous vous protégez, ainsi que votre équipe, des relâchements soudains de pression hydraulique en intégrant ce contrôle à votre préparation avant le changement de poste. Ne sautez jamais cette étape, même si la machine de coulée sous pression semble être en bon état.
Nettoyage et lubrification
Un nettoyage et une lubrification appropriés assurent le bon fonctionnement et la sécurité de votre machine de coulée sous pression. Vous devez éliminer les résidus de zinc, les lubrifiants et les débris après chaque cycle de production. Utilisez des produits de nettoyage spécialisés pour éviter d’endommager les composants sensibles. Vérifiez quotidiennement les niveaux de lubrifiant et inspectez les fuites pour éviter une friction et une usure accrues. Le tableau suivant présente les intervalles de maintenance recommandés pour les machines de coulée sous pression :
Tâche de maintenance | Fréquence/Intervalle |
Inspection et nettoyage quotidiens | Avant de démarrer la machine |
Vérifier le système de lubrification | Tous les jours |
Inspection hebdomadaire | Chaque semaine |
Points de lubrification manuelle | Tous les demi-mois (6 premiers mois) ou mensuellement (après 6 mois) |
Lubrifier les broches du jeu de matrices | Tous les 100 000 cycles |
Nettoyer le filtre à huile hydraulique | Tous les six mois/entretien annuel |
En respectant ces intervalles, vous prolongez la durée de vie de votre machine de moulage sous pression et réduisez le risque de pannes lors de la production de moulage sous pression.
Surveillance du périmètre
Installez une protection périmétrique autour de votre machine de moulage sous pression pour répondre aux exigences de sécurité et protéger toutes les personnes présentes dans la zone de travail. La protection périmétrique protège les employés des zones dangereuses, empêche les entrées non autorisées et garantit la conformité aux réglementations OSHA. Vous protégez également les machines contre toute utilisation non autorisée et pouvez modifier la conception pour contourner les obstacles. Les principales normes réglementaires exigent que la protection périmétrique :
Empêche l'escalade et offre une distance de sécurité par rapport aux dangers
Comprend des attaches retenues et des pièces démontables amovibles uniquement avec un outil
Permet une visibilité claire et résiste aux impacts
Maintient une structure rigide et stable
Réduit le bruit dans la zone de travail
Conseil : Inspectez toujours les protections périmétriques pour détecter tout dommage ou tout panneau desserré avant chaque quart de travail. Une protection adéquate n'est pas seulement une recommandation : c'est un élément essentiel du système de sécurité de votre machine de moulage sous pression.
En faisant de ces contrôles une partie intégrante de votre travail, vous contribuez à garantir que les machines de coulée sous pression fonctionnent de manière sûre et efficace, même dans des conditions de température et de pression élevées.
Procédure opérationnelle
Le fonctionnement sûr d’une machine de coulée sous pression dépend de votre capacité à suivre une procédure opérationnelle précise. Vous devez comprendre chaque étape, reconnaître les anomalies et réagir rapidement à tout problème. Cette section couvre les actions essentielles que vous devez prendre pour une production de moulage sous pression sûre et efficace.
Point de départ
Vous devez toujours effectuer un point de départ avant de commencer toute opération sur la machine de coulée sous pression. Cette étape garantit que l’équipement est prêt et que vous pouvez identifier rapidement les problèmes potentiels. Suivez ces étapes pour un point de départ standard :
Nettoyez soigneusement les deux moitiés de la matrice et appliquez un agent de démoulage. Préchauffez la matrice si votre processus l'exige.
Chauffez le métal dans le four jusqu'à ce qu'il atteigne la bonne température de fusion.
Transférez le métal en fusion vers le système d’injection de la machine de coulée sous pression. Utilisez le piston pour injecter le métal dans la cavité de la matrice à grande vitesse et pression.
Maintenez une pression constante jusqu'à ce que le métal se solidifie et refroidisse complètement.
Séparez les moitiés de matrice et retirez la partie solidifiée à l’aide d’éjecteurs.
Coupez l'excédent de matériau de la carotte d'injection, des canaux, des portes ou du flash.
Effectuez toutes les procédures supplémentaires telles que l’usinage, la peinture ou l’assemblage.
Appliquer la touche finale pour garantir que la pièce répond aux normes de qualité.
Astuce : Lors du démarrage de la machine, observez la pompe à huile et le relais du moteur. Si le relais ne se ferme pas, vérifiez le relais thermique du moteur, le circuit d'alimentation, les contacts des boutons et la bobine du relais. Utilisez un multimètre pour des tests précis.
Vous devez rester vigilant pendant la préparation avant le quart de travail et le point de départ. La détection précoce des anomalies évite les accidents et les dommages matériels.
Familiarisation avec la séquence
Comprendre la séquence de fonctionnement d'une machine de coulée sous pression est essentiel pour répondre aux exigences de sécurité et produire des pièces de haute qualité. La séquence typique comprend :
Fermez bien le moule.
Versez le métal en fusion dans la chambre de la presse, soit manuellement, soit avec un équipement automatisé.
Activez le poinçon d'injection pour pousser le métal à une vitesse et une pression prédéterminées. Le métal coule à travers le canal et remplit la cavité du moule.
Maintenez la pression jusqu'à ce que le métal se solidifie.
Ouvrez le moule. Le poinçon se déplace avec l'ouverture du moule, poussant la pièce moulée sous pression et le gâteau de matériau restant vers le moule mobile.
Réinitialisez le poinçon après avoir atteint la distance requise.
Éjectez et retirez la pièce moulée sous pression, la porte et le gâteau de matériau.
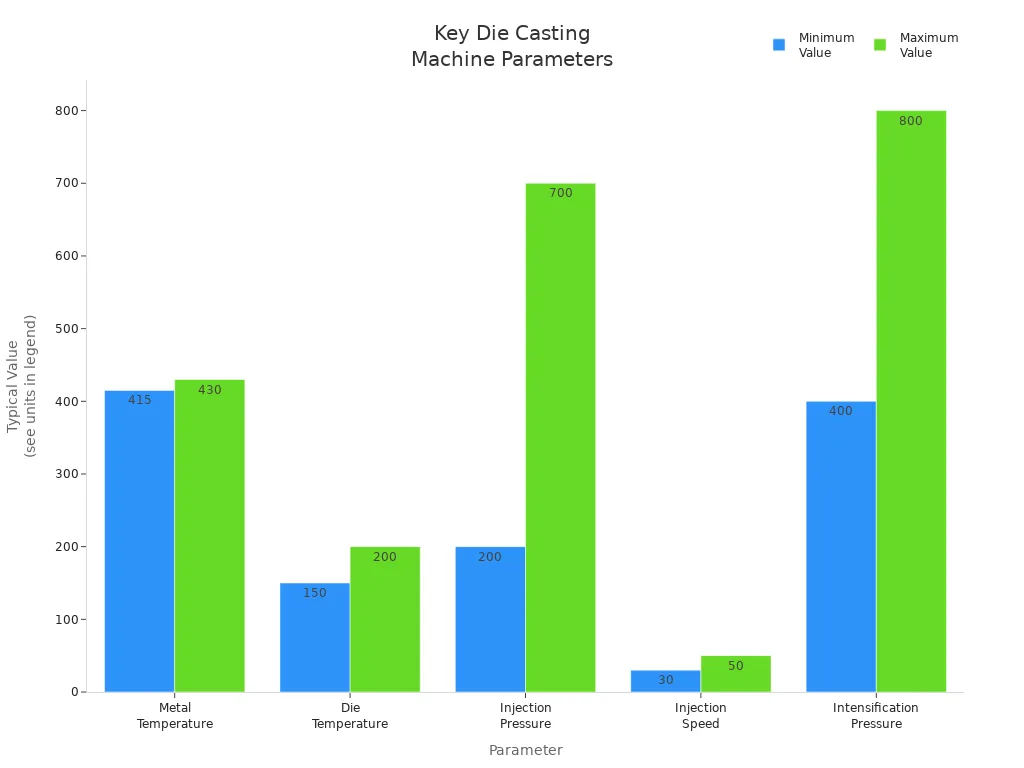
Paramètre | Valeur typique | Importance |
Température du métal | 415-430°C | Évite une solidification prématurée |
Température de matrice | 150-200°C | Affecte la finition de la surface |
Pression d'injection | 200-700 bars | Détermine la densité des pièces |
Vitesse d'injection | 30-50 m/s | Affecte le flux de métal |
Pression d'intensification | 400-800 bars | Réduit la porosité |
Vous devez connaître ces valeurs et leur impact sur le fonctionnement de la machine de coulée sous pression. Une formation appropriée vous aide à maîtriser la procédure opérationnelle. La Die Casting Academy propose des programmes en ligne et en personne, notamment des cours sur le fonctionnement des machines, le contrôle des processus et les bases de la mécanique. Ces programmes utilisent des vidéos, des modules interactifs et des quiz pour vous préparer à des scénarios du monde réel.
Remarque : La familiarité avec la séquence de fonctionnement réduit les erreurs et améliore la sécurité. Les programmes de formation couvrent les machines de moulage sous pression, les matrices et la production, ce qui les rend précieux pour les opérateurs nouveaux et expérimentés.
Réponse à une anomalie
Vous devez réagir immédiatement si vous détectez une anomalie pendant le fonctionnement de la machine de coulée sous pression. Une action rapide vous protège, vous, votre équipe et l’équipement. Suivez ces étapes lorsque vous rencontrez un problème :
Observez les symptômes et localisez le défaut en regardant, en écoutant et en testant.
Analyser les causes possibles de l'échec.
Vérifiez les enregistrements de fonctionnement de l'équipement et les fichiers de défauts.
Déterminez la méthode de traitement et les étapes de travail appropriées.
Effectuez une maintenance pratique si nécessaire.
Les anomalies courantes comprennent la porosité des gaz, la porosité de retrait, la fermeture à froid, les erreurs de fonctionnement, les bavures, les fissures, les inclusions d'oxydes, les inclusions métalliques, la soudure, les marques d'écoulement et la ségrégation. Les causes vont de l'emprisonnement d'air et d'une mauvaise ventilation du moule à une pression d'injection inappropriée et un refroidissement irrégulier.
Type de défaut | Description | Causes |
Porosité du gaz | Bulles de gaz piégées lors de la solidification | Emprisonnement d'air, lubrifiants excessifs, mauvaise ventilation |
Porosité de retrait | Vides internes dus à la contraction du métal | Mauvais déclenchement, refroidissement rapide, contrôle de débit inapproprié |
Arrêt à froid | Faible couture due aux flux de métal qui ne fusionnent pas | Basse température, débit lent, mauvaise conception du gate |
Erreurs | Sections incomplètes dues à un mauvais remplissage du moule | Faible température de coulée, injection lente, mauvaise fluidité |
Éclair | Excès de métal au niveau de la ligne de joint ou des bords | Pression excessive, serrage incorrect, moule usé |
Fissures | Fissures dues à une contrainte thermique ou à un retrait | Refroidissement irrégulier, mauvaise conception du moule, problèmes d'alliage |
Inclusions d'oxyde | Impuretés non métalliques dans la coulée | Réaction de l'oxygène, mauvaise filtration, turbulence |
Inclusions métalliques | Particules métalliques étrangères dans le moulage | Moisissure érodée, matériaux contaminés, mauvaise manipulation |
Soudure | Aluminium fondu collant au moule | Température de moule élevée, lubrifiants inappropriés, alliage |
Marques et lignes d'écoulement | Stries ou lignes sur la surface de coulée | Débit irrégulier, faible vitesse, température incohérente |
Ségrégation | Répartition inégale des matériaux | Refroidissement inapproprié, impuretés excessives, mauvais mélange |
Alerte : Arrêtez immédiatement la machine de coulée sous pression si vous remarquez une anomalie. N'essayez pas de poursuivre le fonctionnement avant d'avoir résolu le problème et confirmé que toutes les exigences de sécurité sont respectées.
Vous devez documenter toutes les anomalies et actions correctives. Cette pratique soutient l’amélioration continue et aide à prévenir de futurs incidents. Donnez toujours la priorité à la sécurité et suivez la procédure opérationnelle pour chaque machine de moulage sous pression que vous utilisez.
Étapes postopératoires
Arrêt de la source d'eau
Après avoir fini de faire fonctionner une machine de moulage sous pression, vous devez fermer la source d’eau. Cette étape est particulièrement importante en hiver. Si vous laissez de l'eau couler ou être emprisonnée dans le système, vous risquez de graves dangers :
L'eau laissée dans les tuyaux peut geler et endommager la machine de coulée sous pression.
L'introduction d'eau dans du métal en fusion peut déclencher des explosions dues à une génération rapide de vapeur.
Le contact de l'eau avec l'aluminium fondu peut provoquer de graves brûlures.
Le papier froid et humide peut cacher de l'eau sous la surface, augmentant ainsi le risque de réactions dangereuses.
Conseil : Vidangez et fermez toujours la source d’eau avant de quitter la zone de travail. Cette simple habitude vous protège, vous et votre équipement.
Inspection finale
Vous devez effectuer une inspection finale approfondie pour garantir que la machine de coulée sous pression est arrêtée en toute sécurité. Une liste de contrôle détaillée vous aide à détecter les problèmes avant qu’ils ne se transforment en problèmes majeurs. Utilisez le tableau suivant comme guide :
Étape | Description |
Vérifiez les pièces détachées | Inspectez chaque composant et fixez toutes les vis ou fixations desserrées. |
Retirer les capots de protection | Retirez tous les couvercles ou films en plastique des surfaces de la machine. |
Inspecter la rouille | Recherchez la rouille ou la corrosion sur toutes les surfaces métalliques. |
Vérifier l'étiquetage | Assurez-vous que toutes les étiquettes et marquages sont clairs et précis. |
Tester les pièces mobiles | Faites fonctionner les pièces mobiles et écoutez les bruits inhabituels. |
Vérifier les connexions électriques | Inspectez toutes les connexions pour déceler tout dommage et leur sécurité. |
Inspecter le système de refroidissement | Recherchez des fuites ou des dommages dans le système de refroidissement. |
Vérifier les dispositifs de sécurité | Vérifiez que les boutons d'arrêt d'urgence et les protections de sécurité fonctionnent correctement. |
Effectuer une inspection globale | Assurez-vous que la machine est propre et exempte de dommages visibles. |
Inspection des documents | Prenez des photos ou des vidéos pour référence future. |
Des inspections régulières vous aident à détecter les problèmes plus tôt. Vous pouvez résoudre les problèmes avant qu’ils n’affectent la production. Le nettoyage et le remplacement des pièces endommagées garantissent la fiabilité de la machine de moulage sous pression. Les contrôles du système hydraulique évitent les pannes majeures. Vérifiez toujours les produits finaux de moulage sous pression pour détecter tout défaut et inspectez les moules pour déceler toute usure ou tout dommage. Ces étapes protègent votre investissement et permettent aux machines de moulage sous pression de fonctionner en toute sécurité.
Vous pouvez garantir un fonctionnement sûr de la machine de coulée sous pression en suivant ces étapes critiques :
Préparez-vous avant votre quart de travail et vérifiez l’état de préparation de la production.
Inspectez la machine et éliminez les obstructions avant le démarrage.
Comprendre la structure du moule et installer correctement l’outillage.
Des contrôles de sécurité cohérents et un arrêt approprié des machines de moulage sous pression réduisent les risques et créent un lieu de travail plus sûr. Lorsque vous accordez la priorité à la sécurité, vous contribuez à maintenir la productivité et à protéger votre équipe.
FAQ
Quelle est l’étape la plus importante avant de démarrer une machine de coulée sous pression ?
Vous devez effectuer la préparation et la vérification avant le quart de travail. Cette étape vous aide à identifier les dangers, à confirmer que la machine est prête et à garantir que tous les protocoles de sécurité sont en place. Sauter ce processus augmente le risque d’accidents et de pannes d’équipement.
Comment éviter les pertes d’employés lors du fonctionnement des machines de coulée sous pression ?
Vous évitez les pertes d’employés en suivant des procédures de sécurité strictes, en portant un équipement de protection approprié et en utilisant une protection périmétrique. Arrêtez toujours la machine de moulage sous pression si vous remarquez une anomalie ou une condition dangereuse.
Pourquoi devriez-vous fermer la source d’eau après avoir utilisé une machine de moulage sous pression ?
Vous devez fermer la source d'eau pour éviter le gel en hiver et éviter les réactions dangereuses entre l'eau et le métal en fusion. Cette étape vous protège, vous et la machine de moulage sous pression, des dangers graves.
Que faire si vous détectez une anomalie pendant le fonctionnement ?
Arrêtez immédiatement la machine de coulée sous pression. Recherchez la cause, documentez le problème et ne reprenez pas le travail tant que vous n'avez pas résolu le problème. Une action rapide assure votre sécurité et celle de votre équipe.
À quelle fréquence devez-vous inspecter et entretenir une machine de coulée sous pression ?
Vous devez inspecter et entretenir quotidiennement votre machine de moulage sous pression. Des contrôles réguliers vous aident à détecter rapidement l’usure, les fuites ou les dommages. Un entretien approprié prolonge la durée de vie de la machine et garantit un fonctionnement sûr.

 Français
Français